
Get in Touch with Zhouxiang
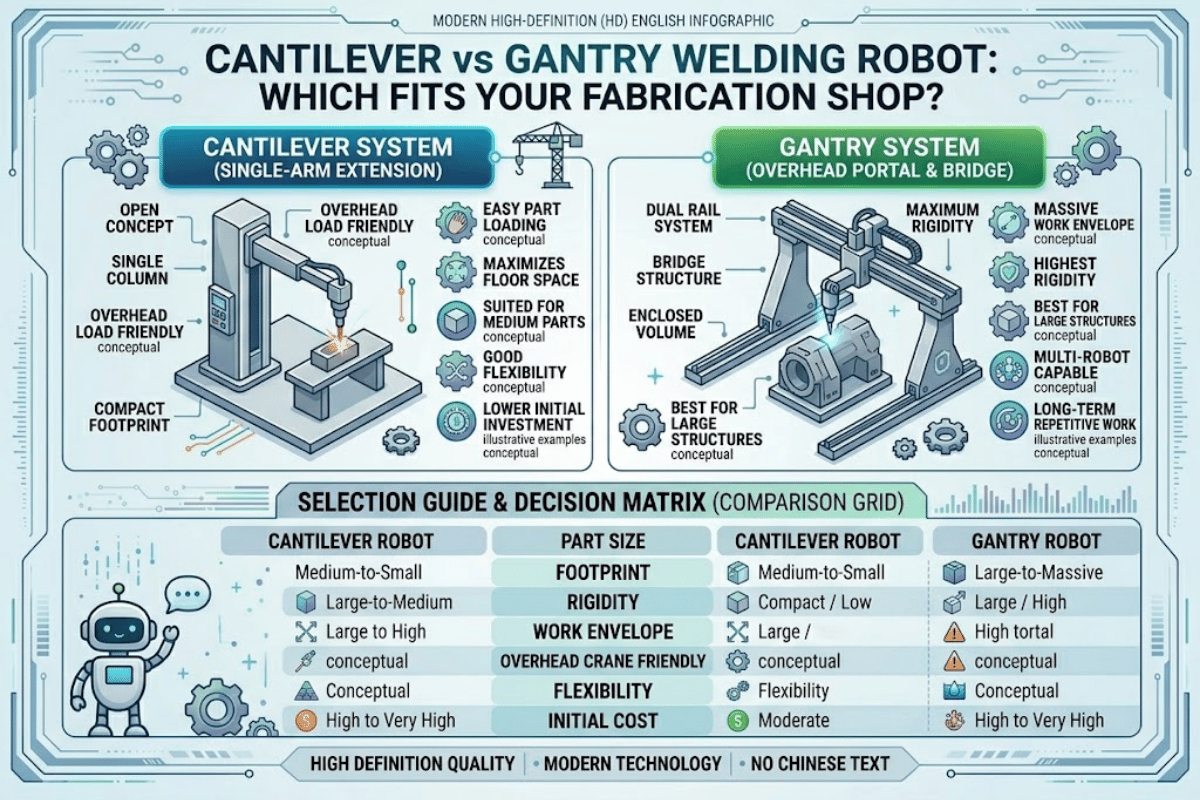
Cantilever vs Gantry Welding Robot: Head-to-Head Comparison for Steel Fabrication
Selecting either a cantilever or gantry welding robot depends on the workpiece dimensions, available floor space, and cost. Both setups use the same 6-axis robot arms — the question becomes what external motion system is most suitable to move the arm into your work area. This comparison examines the structural variation, work envelope, positioning accuracy, and costs comparing both configurations.
According to the IFR World Robotics 2025 Report, worldwide installs of factory robots hit 542,000 in 2024. Welding stays one of the major application areas — and as more fab shops adopt automated welding, selecting the correct robot configuration on day one avoids expensive retrofits.
Quick Specs — Cantilever vs Gantry at a Glance
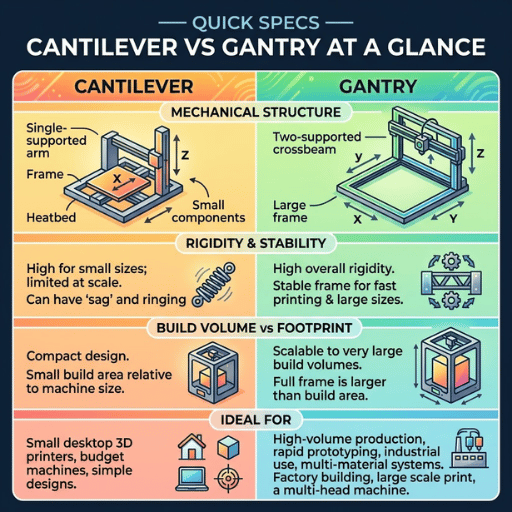
Here they are for comparison, side-by-side, before we get into engineering. These numbers are for typical production-quality systems–not lab prototypes–which accounts for the variety in specs across steel structure welding shops working on H-beams, box columns, and plate girders.
| Specification | Cantilever | Gantry |
|---|---|---|
| Total Axes | 7–9 (6-axis arm + 1–3 external) | 8–12 (6-axis arm × 1–2 + external) |
| Width Coverage (Y-axis) | Up to ~3.7 m | 6 m+ bridge gauge |
| Height Reach (Z-axis) | ~2.2 m (lifting column) | 3–4 m typical |
| Track Length (X-axis) | 3–12 m standard | Up to 30 m (modular 4 m sections) |
| Robot Arm Repeatability | ±0.05 mm (ISO 9283) | ±0.05 mm (ISO 9283) |
| External Axis Positioning | ±0.10 mm (track/column) | ≤0.10 mm (Y-axis bridge) |
| Dual-Robot Option | Rare (parallel columns possible) | Standard (both sides of bridge) |
| Floor Access | Open (single-side column) | Restricted by dual rails |
Key points: If a workshop is welding workpieces less than 4 m wide, then a cantilever system is the best solution. For open-floor loading then the cantilever system can also be the best choice. For large format fabrication, then a gantry system is the best option (the workpiece is over 6 m wide).
If the workpiece width is over 4 m then a dual-robot system will cut down cycle time.
Structural Design and Motion Architecture

What separates a cantilever welding robot from a gantry welding robot is simply the mechanics of how the robotic arm reaches the weld seam. One uses a one-column overhang, a different moves your robotic arm along a two-rail bridge. This is going to affect your work space, welding precision, and shop layout on every job.
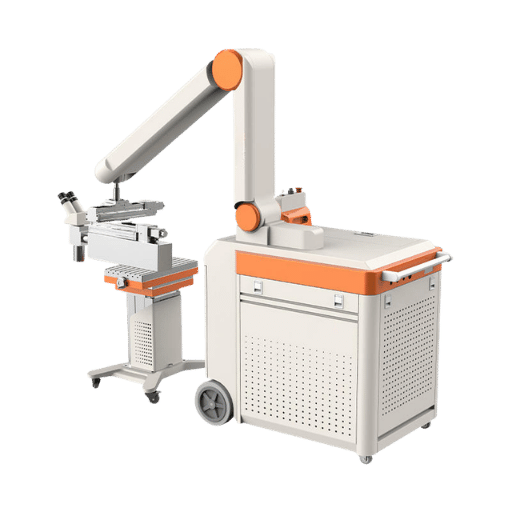
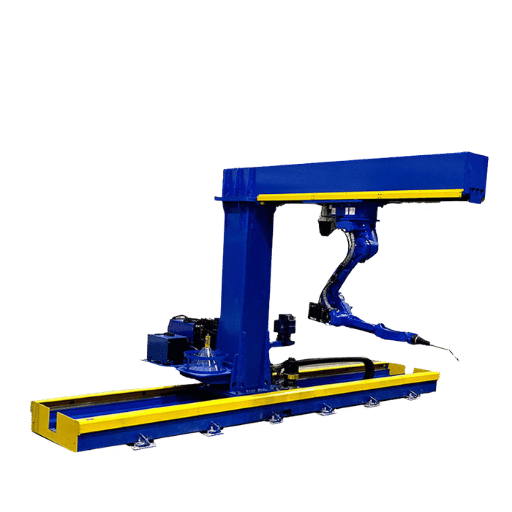
Cantilever Architecture
The cantilever system supports the robot arm from a cantilevered horizontal beam that extends from one vertical support. Its support is positioned along a floor base rail (ground rail – X direction) and a lift mechanism on the support offsets it in the vertical direction (Z direction). Its cantilevered beam offsets the vertical support in the horizontal direction (Y direction).
Ball-screw drives in the Y and Z axes produce precise slide travel with backlash-free motion, while a gear-rack drive on the ground rail delivers extended travel on the X axis. Only one column appears on one face, leaving the opposite face free for overhead crane loading or forklift service.
✔ Advantages
- Open floor access on three sides for crane loading
- Smaller foundation footprint — single column base
- Lower installation cost — fewer structural anchors
- Ball-screw Y/Z drives provide precise, quiet operation
⚠ Limitations
- Beam deflection increases at full Y-extension
- Coverage width is limited to about 3.7 m before the weld’s quality is compromised due to sag.
- Single-robot configuration standard (dual-robot setups complex)
- Height limited by column stability
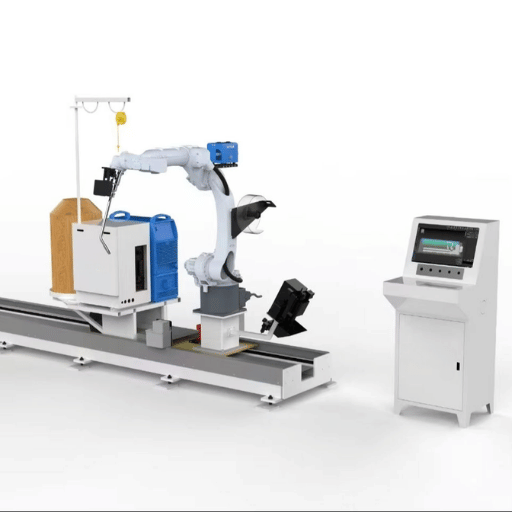
Gantry Architecture
A gantry welding system uses cross beams — bridges supported by two uprights, each running on its own ground rail. Each robotic cell mounted either above the bridge or below it moves on the Y axis parallel to the bridge span, while the bridge itself travels across dual rails on the X axis; a column on the bridge provides Z-axis movement up and down.
This gantry design, having a bridge supported on both ends, offers every advantage of greater inherent rigidity. Long-travel motions (up to 30m) on the X axis are driven by gear-rack, while gear-rack or ball-screw (depending on span length) for the Y-axis cross-travel. Its dual-rail structure also makes robot installation simpler by placing it on each side of the bridge, supporting dual side welding on one work-piece.
✔ Advantages
- Dual-support bridge eliminates beam deflection
- Scalable to 30 m X-axis with modular rail sections
- Dual-robot mounting is a standard option
- Higher Z-reach due to rigid overhead structure
⚠ Limitations
- Dual-rail foundation adds installation cost and time
- Floor access restricted — loading from ends only
- Requires higher ceiling height for bridge clearance
- Larger footprint per station
📐 Engineering Note — Cantilever Beam Deflection
Deflection of a cantilevered beam reaches cubic with extension length. At a maximum 3.7 m Y-extension, static beam sag can be 0.3-0.5 mm according to cross section and arm load. Advances in cantilever welding systems mitigate this issue via laser seam tracking- the sensor triangulates the true seam position and feeds the robot arm path corrections in real time. This keeps the welds true despite structural deflection.
What to remember: Cantilever welding is the best fit shop to allow open floor access and weld parts under 4 m wide. Gantry welding is best for rigid overhead coverage, 2-robot capability, or Y-axis travel greater than 12 m.
Workspace Coverage and Reach Capacity
Workspace limits which workpieces you can weld in a given equipment layout- and repositioning that workpiece kills cycle time. Both types of robot position a 6 axis arm anywhere in their operating field, but the shape and size of their work envelope varies a lot.
| Dimension | Cantilever | Gantry |
|---|---|---|
| X-axis (along the length) | 3–12 m (single ground rail) | Up to 30 meters (dual rails) |
| Y-axis (cross-travel) | Up to 3.7 m | 6 m+ (bridge gauge) |
| Z-axis (vertical) | ~2.2 m (lifting column) | 3–4 m (bridge-mounted column) |
| Minimum Ceiling Height | 4–5 m | 6–8 m |
| Overhead Crane Access | Full — column on one side | Limited — bridge obstructs |
Cantilever systems work well for standard steel shops where overhead cranes deliver and remove H-beams and box columns to the inside positioner, where they await single-side full-penetration fillet welds all along their length. Open three-sided access means a crane can set work pieces down directly on the positioners without fighting around supports.
Gantry systems are the only choice when parts get wider than the cantilever’s arm reach. Ship panels, bridge girders, and U-rib orthotropic deck sections routinely top 6 meters in width and 20-40 meters in length. A shipbuilding welding robot on a gantry frame can cover those spans without repositioning- a gantry slide runs the full X-axis and the robot runs the full Y-axis, welding along the entire length.
Another consideration to think about: ceiling height. Gantry systems with overhead-mounted robots must have a minimum 6-8 m ceiling height. If your shop top is below 6 m, a cantilever or a gantry with floor-level frames may be the only practical choice without structural modification.
What to remember: Match the robot’s operating volume to your largest common work piece. If 90% of your welding tasks are under 3.7 m by 12 m, a cantilever sells you that volume at a lower cost point. If you frequently work wider than 4 m or longer than 12 m a gantry system will be the best investment.
Welding Precision and Quality Outcomes
Many factors affect robotic arc welding accuracy- but there are two teams of motion axes involved: the 6 axis robot arm itself, and the external axes (columns, tracks, bridges) which position the arm. Identifying which component accounts for what accuracy level prevents common misconceptions about gantry versus cantilever accuracy.
Robot Arm Repeatability — Identical on Both Platforms
Based on the ISO 9283 testing method, 6 axis robot arm repeatability over 5 configurations with 30 trials each provides 0.05 mm repeatability whether the robot is mounted on a cantilever or gantry robot. Mount type is irrelevant- the robot’s internal axes, reducers, and encoders confirm that its performance targets do not change based on external axes.
External Axis Accuracy — Where Differences Emerge
However, the external axes tell a different story. A gantry’s Y-axis bridge – supported on both ends and synchronized at each end by master/slave servo drives – can hold a 0.10 mm accuracy across the entire 6+m length. A cantilever’s Y-axis beam – supported at only one end and extending out over a shoulder or flange – can “lose” 6-8mm of deflection when fully extended. (This is a static structural deflection, not a servo calibration or axis accuracy issue.)
If the weld joint involves multiple passes over thick (>20 mm) plate, requiring each subsequent pass to be within 0.5 mm of the previous, both solutions provide the proper accuracy without issue. Each robot controller saves the taught path; the robot arm repeats it with 0.05 mm accuracy whatever the external axis type.
📐 Engineering Note — Repeatability vs. Accuracy
Accuracy (how close the final position is to the commanded position) and repeatability (robot commanded position to actual final position repeat 200 times within 0.05mm) are separate factors. For welding, repeatability is what really counts – because the teach is by “jogging to seam, not by coordinates,” both cantilever and gantry systems have identical accumulative weld quality outcomes; the arms delivering the motion are identical.
💡 Common Misconception: “Cantilever robots are less precise”
No doubt, the cantilever beam “deflects” at 6 m extension – but fully integrated laser seam tracking sensors will detect the real weld position and continuously repath the robot accordingly. When seam tracking is used, the weld “itself” is 0.02 mm accurate in other words: deflection does not equal welding error. Shops running cantilever-path systems have consistently passed third-party joint quality audits.
Both systems are required to meet ISO 10218-1:2025 safety parameters and also should comply with AWS D16.1M specifications for arc welding robots. Safety perimeter and interlock systems work the same way with either configuration; it’s determined by the total machine volume, not structure.
Key message: Either arm can repeat – to 0.05 mm – equally well on either a cantilever arm or a gantry. Make selection based on the workcell volume and signal flow rate you need for your throughput requirements – not welding precision issues – performance and quality will be unchanged across the two options when seam tracking is in place.
Cost, Installation, and ROI Timeline
While system capex is often the first question, from a productivity standpoint you should really be considering installation challenges as well as return on investment. Here’s a good approximation for a typical steel fabrication welding robot system.
| Cost Category | Cantilever | Gantry (Single Robot) | Gantry (Dual Robot) |
|---|---|---|---|
| Robot Station | $60K–$120K | $80K–$150K | $150K–$250K+ |
| Welding Power Source | $8K–$25K | $8K–$25K | $16K–$50K (×2) |
| Foundation Work | Floor anchor + column pad | Dual-rail foundation | Dual-rail + overhead structure |
| Installation Timeline | 2–3 weeks | 3–5 weeks | 5–8 weeks |
| Annual Maintenance | $2K–$4K | $3K–$5K | $5K–$8K |
| Typical ROI Period | 12–18 months | 18–24 months | 18–30 months |
A gantry’s 20-30% premium over a cantilever is due to the additional rail, bridge structure and synchronized drive. However, the gantry allows you to use dual welding heads since the welding work envelope has been shared over two remote robot arms. Machining is completed at the same advance rate – but twice the amount of work is delivered at the same time, which shortens the payback period.
💡 Pro Tip — ROI Calculation Method
Determine your welding robot ROI with this formula: (Annual labor savings + material savings + rework reduction) Total system cost = Payback time. Labor savings can be derived by comparing hourly cost of 2-3 manual welders (including benefits and paid overtime) with the cost of a single robot operator. Material savings are from less spatter and more uniform wire feed, rework reduction can be as much as 15-30% for shops converting from manual welding to robotic. A welding robot station for a steel structure under two shifts will amortize faster than a single-shift station.
Another consideration is the complexity of installation. Cantilever requires a pad for the concrete anchor at the column base plus an even plain within the rails – 2-3 weeks from ship to weld. Gantry requires foundations cast across the full 1 mm tolerances of the X axis run plus structural work for an overhead bridge, if the robot installs below it. Allow 3-8 weeks.
Rule of thumb: cantilever stations give you lower start-up costs and faster AMORTIZATION (12-18 months) while gantry stations cost more upfront and are more likely to be the better choice when large product needs to be woven into the production and welding process. Maximum utilization of the shop floor through dual-robot productivity coupled with web-like overhead paths can minimize mechanical logistics to get the most job for job without sacrificing the shortest payback.
How to Choose — Decision Framework
Starting with your maximum workpiece dimensions and how much you want to produce in the shortest time, ask these 5 questions. Robotic welding solutions are less about form and more about function – because no two shops are alike and the better steel fabricator always gets the job. Ensuring you compare nothing but apples best improves ROI and minimizes under/over-investment.
Decision Checklist
- What are you maximum typical workpiece sizes?Less than 3.7 m (12 ft) wide by 12 m (40 ft) long cantilever. Wider than 3.7 m and or over 12 m (40 ft) long Gantry.
- What is your available shop floor space and ceiling height? Less than 6 m (18 ft) ceiling height Cantilever or gantry.Greater than 6 m (18 ft) for either configuration.
- Do you need simultaneous single-side welding, dual-side welding or auto-changing dual-side welding?Single-side – cantilever. Dual side twin robot – gantry.
- What is your average monthly production in tons?Less than 200 t/month – single cantilever station.Maximize on time factor more than 200 t/month – multiple or gantry stations.
- What is your budget?Less than $120K – cantilever. Between $120K and $250K+ – gantry (single or double).
Application Mapping
Cantilever Applications
- H-beam fillet welding
- Box column assembly
- Brackets and stiffener plates
- Formwork panel welding
- Workpieces under 4 m width
Gantry Applications
- Bridge girder welding
- Ship panel and hull section welding
- U-rib orthotropic deck sections
- Large plate girder assembly
- Applications requiring dual-robot operation
When a shop uses a cantilever for producing the standard products and adds a gantry later when contracts for large fabrications are obtained, it is investing in both systems for maximum adaptability with minimized capital investment. Both robotic solutions are not necessarily competitors because a shop running both a cantilever welding robot along with a gantry welding robot will meet 99% of fabrication needs for virtually any contract.
Automated systems in each form factor use the same power sources, wire feeders and control systems – operator skills translation is 100% transferable. When you add a second robot system to your production line, your employees will not need to learn to program and operate a whole new system.
Get a Configuration Recommendation for Your Shop
Need a custom quote? Contact one of our technical reps with workpiece sizes, monthly production numbers and your facility layout, within 48 hours we’ll advise your configuration options and produce a priced proposal.
Key takeaways: starting from your work piece size and ceiling height – these two factors alone will narrow the choice down to just 1 or 2 configurations. From there – consider your volume and budget to make the final decision.
About This Comparison
Zhouxiang has supplied welding automation equipment since 1991 and has completed 1000+ successful projects in over 50 countries. Our comparison is based on published industry standards(ISO 9283 , IFR deployment figures) and direct product engineering data- cantilever beam deflection tests and gantry bridge rigidity tests from our own manufacturing operations. We manufacture both cantilever and gantry configurations and provide recommendations based upon technical suitability of the configuration- not product margin.
Frequently Asked Questions
What is the difference between cantilever and gantry welding robots?
View Answer
A cantilever welding robot uses a single-column structure with the cantilever beam reaching out horizontally over the work piece from one side. A gantry uses a dual-rail bridge structure spanning across the workpiece, supported on the ends. Cantilever offers open three-side access and is cheaper, whereas gantry accommodates wider workpieces (6 meters+) and dual-robot configurations for simultaneous welding.
Can one robot station handle both configurations?
View Answer
No, cantilever and gantry are completely separate structural systems that cannot be converted from one to the other- new foundation, rail configuration and external axis structure will be required. However, both types use the same 6 axis robot arm, power source and control platform so the user remains the same.
How do I calculate the ROI of a welding robot system?
View Answer
Calculate your annual savings for labor, materials and rework.Then take your system cost including equipment, installation and training and divide the savings into it- systems using cantilever configurations usually return their investment within 12-18 months. Gantry models operating at 2-shift operation will take longer(18-30 months) but typically work on larger, higher value workpieces. For a detailed cost breakdown see our welding robot cost guide.
What are the different types of welding robots?
View Answer
There are a number of different categories of welding robot based upon mounting configuration: cantilever (single column side mount), gantry or Cartesian gantry (dual-rail bridge), ground rail (single rail on the ground not in an overhead structure), cobots (collaborative robots for small batch applications). These types are best suited to certain workpiece sizes and volumes- see our three card comparison guide for more information, including ground rail options.
Are welding robots suitable for small fabrication shops?
View Answer
Yes- particularly cantilever configurations. A single cantilever station on a 3-6m ground rail can be accommodated in a space as small as 8mx5m. Most systems start from $60K with a return on investment achieved within 12-18 months even at modest production volumes. What matters most is having enough repeatable work to justify programming time- shops welding the same figure on similar work pieces everyday see the quickest payback.
What is the difference between Cartesian and gantry robots?
View Answer
In industrial robotics, ‘Cartesian’ is a classification of robot which moves in a linear, X,Y,Z plane – which includes gantry structures. A cartesian gantry welding robot has linear external axes such as the bridge and rails, and is maneuvered by an articulated 6 axis robot arm for the weld torch. Specifically, ‘gantry’ refers solely to the structure of dual rails for the bridge, the term ‘Cartesian’ refers to the mode of motion. While all gantry welding robots are Cartesian, some Cartesian robots arranged on simpler linear ‘floor-mounted’ slides are not gantry structures.
Related Articles
References
- IFR World Robotics 2025 Report — International Federation of Robotics
- Robotics Standards — OSHA, U.S. Department of Labor
- ISO 9283 Performance Testing — RoboDK Documentation
- ISO 10218-1:2025 Robot Safety Requirements — International Organization for Standardization
- AWS D16.1M/D16.a:2018 Robotic Arc Welding Safety — ANSI Blog
- ANSI/A3 R15.06-2025 Robot Safety — Association for Advancing Automation


