Свяжитесь с Чжоусяном

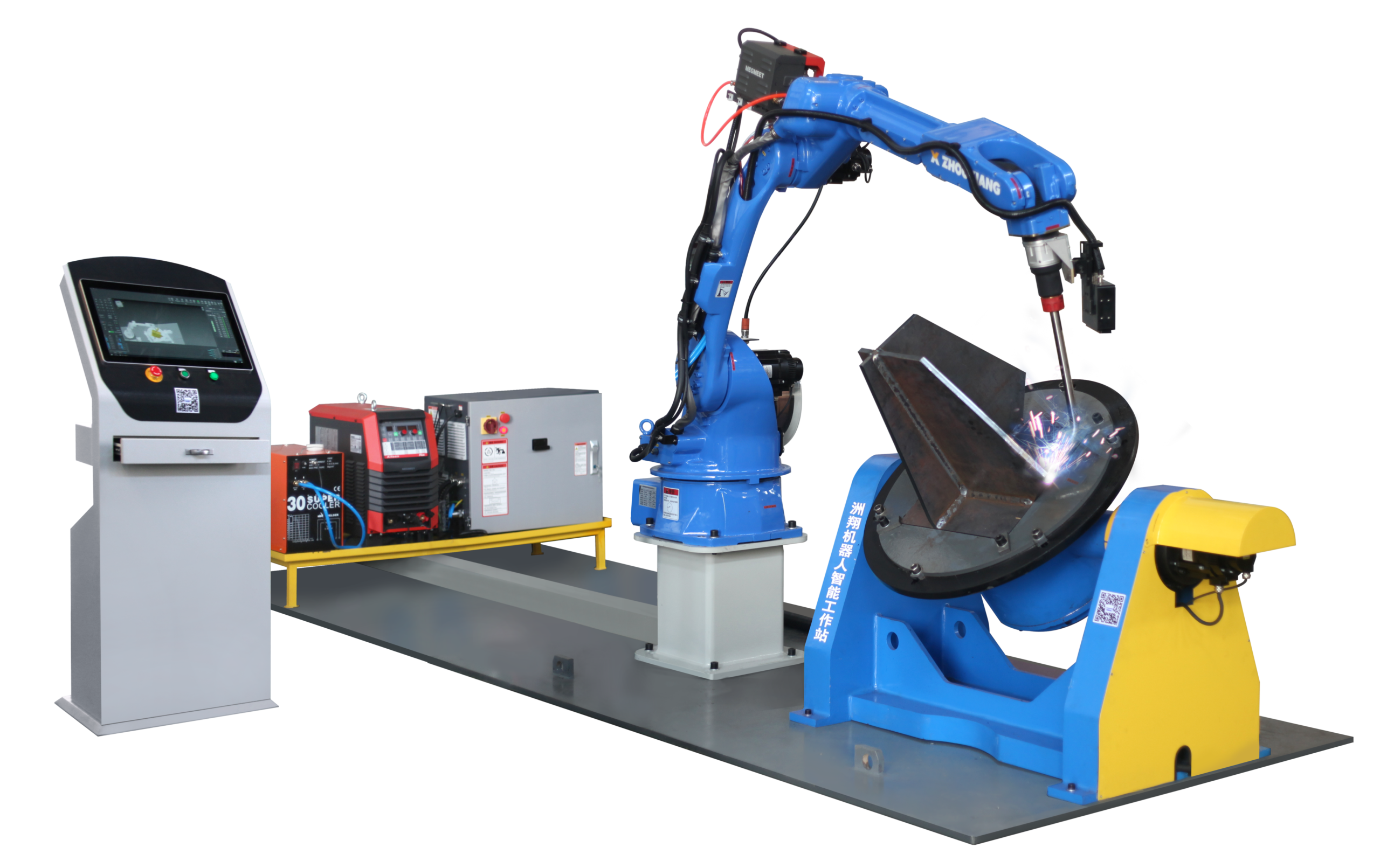
Робот для сварки в энергетической промышленности
Специально построенные системы для сварки с помощью роботов для оборудования для выработки электроэнергии 6-осевые сварочные роботы Чжоусяна обеспечивают последовательные высококачественные сварные швы на жатках котлов, компонентах турбин и трансформаторных баках (замена двух-трех позиций ручной сварки для повышения производительности на 4060%.
200+
Патенты, хранящиеся с 1991 года
±0,05 мм
Повторить точность позиционирования
40–60%
Повышение производительности по сравнению с ручным
95%+
Время безотказной работы системы с обслуживанием
_V6.m4v_snapshot_00.22.522.jpg)
_V6.m4v_snapshot_00.33.033.jpg)
_V6.m4v_snapshot_00.59.559.jpg)
Что такое сварочный робот в энергетической отрасли?
Сварочный робот для энергетической промышленности - это 6-осевой сварочный рычаг, специально сконфигурированный для сварочных процессов и комбинаций материалов, используемых при производстве энергетического оборудования. В отличие от промышленных сварочных роботов общего назначения, эти системы предназначены для сосудов под давлением с тяжелыми стенками, панелей котлов и толстосекционной конструкционной стали, которые составляют основу энергетической инфраструктуры.
Внутренняя маршрутизация и сверхмощная мощность
Обладая конструкцией с полым запястьем, наша система маршрутизирует кабели горелки и проволочные подачи внутри, чтобы исключить риски зацепок в герметичных внутренних помещениях сосудов. Благодаря источнику питания 350500 А непрерывного действия сварочная камера функционирует как автономная производственная единица, позволяя операторам контролировать сложное изготовление с минимальным ручным вмешательством.
Абсолютная согласованность в масштабе
Консистенция ручной сварки значительно падает после первых нескольких соединений из-за усталости. Наши роботизированные элементы повторяют точные параметры — скорость перемещения, напряжение и шаблон переплетения (раздел 200 соединений только на соединении один. Для сварных швов с номинальным давлением, требующих строгого соответствия неразрушающему контролю, это приводит к почти нулевым показателям брака и ведущей в отрасли производительности.
6-ОСЕВОЙ РЫЧАГ
Спецификация для тяжелых условий эксплуатации
Типы роботизированных сварочных систем для энергетического оборудования
Выбор определяется процессом сварки, геометрией заготовки и объемом. В системах энергетической промышленности используются процессы непрерывной дуги, специально созданные для циклов высокой нагрузки на тяжелой инфраструктуре.
Сварочные роботы МИГ
Основной выбор для изготовления углеродистой стали на электростанциях. при эксплуатации сплошной или порошковой проволоки со скоростью осаждения 3 — 8 кг/час, эти роботы превосходно справляются с объемными угловыми сварными швами на панелях котла и конструктивных опорах. высокая скорость осаждения делает их рабочей лошадкой для заполнения и прохода крышки на тяжелых многопроходных соединениях.
Первичное приложение Изготовление панелей котла, конструкционная сталь, объемные угловые сварные швы
Роботы для сварки TIG
Обеспечивая точность, необходимую для корневых проходов на стыках труб с номинальным давлением и внутренних устройствах из нержавеющей стали. медленнее (8 15 см/мин), роботизированные системы TIG создают чистый профиль полного проникновения, необходимый для рентгеновских исследований ASME. Часто используется для критических корневых проходов до прохождения заполнения GMAW.
Первичное приложение Проходы корня сосуда под давлением, нержавеющая сталь, соединения труб из сплава
Роботы для плазменной и лазерной сварки
Преодоление зазора между обычной дугой и лазером. с плазмой замочной скважины на 100 (300 А), однопроходные сварные швы до 10 мм достижимы без подготовки края (значительно уменьшая предварительную сварку).Лазерные варианты предлагают самую узкую ЗТВ для чувствительных к искажениям сборок с премиальными капиталовложениями.
Первичное приложение Тяжелые пластинчатые однопроходные сварные швы, чувствительные к деформациям сборки
Сварочные коботы
Предназначен для работы рядом со сварщиками-людьми без полного безопасного ограждения. с ограничениями полезной нагрузки 12 (16 кг), коботы подходят для малообъемных ремонтных работ и изготовления мелких партий с высоким содержанием смеси. Идеально подходит для цехов технического обслуживания энергетической промышленности, занимающихся ремонтом лопаток турбины и специализированными полевыми работами.
Первичное приложение Магазины технического обслуживания, мелкосерийный ремонт, полевое обслуживание
Применения для сварки при производстве электроэнергии и промышленные варианты использования
Роботизированное сварочное решение обслуживает все этапы производства энергетического оборудования: от производства новых конструкций до работ по техническому обслуживанию и продлению срока службы.
Производство котлов
Мембранные стенки панели котла состоят из сотен параллельных трубок, соединенных непрерывными угловыми сварными швами Один котел может потребовать сварки свыше 3000 погонных метров Роботизированные дуговые сварочные ячейки, работающие под управлением GMAW, обрабатывают этот объем с постоянной глубиной проникновения.Тюбино-заголовочные соединения — круглые сварные швы вокруг каждой трубы проникновения в толстую пластину коллектора (англ.)русск. где повторяемость робота окупается больше всего.
Изготовление компонентов турбины
Корпуса паровых и газовых турбин включают в себя соединения из легированной стали толстого сечения от 25 мм до 80 мм. Многопроходные последовательности сварных швов с точным межпроходным контролем температуры требуют роботизированной дисциплины параметров. каждый проход регистрируется (журнальное напряжение, сила тока, скорость перемещения, скорость подачи проволоки (коэффициент прослеживаемости сварного шва), который требует соответствие коду ASME. TIG сварочные роботы наносят накладки из износостойкого сплава с контролируемой скоростью разбавления.
Трансформаторная танк и радиаторная сварка
Большие прямоугольные стальные корпуса с длинными прямыми швами 4 — 8 метров. предсказуемый путь сварки и последовательная геометрия оправдывают инвестиции в автоматизацию. ручки для сварки ребер радиатора соединяют ребра из гофрированной стали с плоскими пластинами жатки с частотой, в два-три раза превышающей ручную. Производство металла для аксессуаров трансформатора (консерваторные резервуары, втулки, кабельные коробки) завершает многоцелевую рабочую нагрузку сварочных элементов.
Сварка трубных катушек и сосудов под давлением
Паровые трубы высокого давления (класс ASME 2500) и сосуды под давлением требуют контроля в режиме реального времени. системы, оснащенные датчиками лазерного зрения, поддерживают точность положения горелки по окружным сварным швам, компенсируя изменения в посадке. В результате показатели радиографической приемки первого прохождения намного превышают ручные стандарты на сопоставимых соединениях.
Технические характеристики и данные о производительности
Надежные показатели для усовершенствованных сварочных систем энергетической промышленности Чжоусяна
±0,05 мм
Повторить точность
98%+
Принятие RT
IP54
Рейтинг защиты
500А
Рабочий цикл
| Параметр | Спецификация | Примечания |
|---|---|---|
| Тип робота | 6-осевая шарнирная рука | Конструкция полого запястья, внутренняя прокладка кабеля |
| Точность повторения позиционирования | ±0,05 мм | Согласно ISO 9283:1998 |
| Арм Дизайн | Рука и запястье с полой конструкцией | Сварочные кабели проложены внутри |
| Рейтинг защиты | IP54 (Пыленепроницаемый, Капельно-стойкий) | Защитный чехол для тела в суровых условиях |
| Поддерживаемые процессы сварки | GMAW, GTAW, Плазма, SAW | Возможность многопроцессного изменения с заменой факела |
| Источник сварочного питания | 350 — непрерывная работа500 А | Цифровой инвертор, синергетическое управление |
| Интеграция обработки материалов | Совместимость с автоматической загрузкой | Уменьшает ручной труд, парный с позиционером |
| Программирование | Обучить кулон + офлайн программирование | Удобный интерфейс, 3D-симуляция САПР |
| Отслеживание пласта | Сквозное дуговое + опциональное лазерное зрение | Коррекция траектории сварного шва в реальном времени ±0,3 мм |
| Пригодность производства | Малосмесительный, объемный | Размеры партий от 10 до 10 000+ штук |
| Качество сварного шва | Равномерный профиль борта, рентгеновское качество | Приемка RT первого прохождения >98% |
| Соответствие безопасности | CE, ISO 10218-1 | Полная защищенная сварочная ячейка |
Общие параметры совместной энергетической отрасли
12 мм Углеродистая сталь Котельная плита
Настройка GMAW: 260 北280 А, 2830 В В, 280 В В, 280 В
Скорость путешествия: 40 — 55 см/мин
Проволочная подача: 12 — проволока ER70S-6 1,2 мм 1,4 м/мин
Расписание 80 Сплавные трубы (Корневой проход)
TIG Ожидание: 140 北 1880 А, 10 12 В В, 100 В 180 А, 1012 В
Скорость путешествия: 8 — 1 см/мин
Наполнительный стержень: 2,4 мм ER80S-B2
* Фактические настройки зависят от настройки, положения и конкретных спецификаций квалифицированной процедуры сварки (WPS).
Тематические исследования: Автоматизация сварки на электростанциях
Лист котловой трубы Производство — угольная электростанция, Центрально-Китайская электростанция
Производителю, поставляющему компоненты котла для электростанции мощностью 2×660 МВт в провинции Хэнань, нужно было сварить 280 соединений "труба-заголовок" на жатку котла. ручная сварка с четырьмя сварщиками вращения боролась с коэффициентом рентгенографического брака 9%.
Оснащенная поворотным позиционером и отслеживанием сквозного дугового шва, ячейка Чжоусян выполнила 112 соединений в смену. система поддерживала температуру межпроходного сообщения ниже 250°С последовательно, снижая количество брака RT до 1,8%.
“Робот справляется с повторяющимися суставами, в то время как наши опытные люди сосредотачиваются на сложных переходах и окончательном осмотре.”
Производственный супервайзер, Хэнань Бо_V6.m4v_snapshot_01.12.072.jpg)
Трансформаторный бак шва сварки — Электрический завод, Восточный Китай шва сварки
Для изготовления трансформаторных баков 110 кВ и 220 кВ требовалось 48 метров непрерывных сварных швов. ручное производство заняло 14 часов с проблемами искажений, затрагивающими 30% агрегатов.
Две рабочие станции на 3-метровых путях покрывали панели во всю длину в одной установке, За счет управления подводом тепла и последовательностью сварки система достигла равномерных 6 мм длины ног галтели с менее чем 1 мм отклонения.
“Стаблица после сварки выпрямления прошла путь от нашего самого большого узкого места до почти простоя. Уже одно это оправдало инвестиции.”
Заводской менеджер, Цзянсу_V6.m4v_snapshot_00.49.049.jpg)
Изготовление катушки для паровой трубы (EPC Contractor), Юго-Восточная Азия
В течение строгого 9-месячного периода для установки комбинированного цикла во Вьетнаме в соответствии со стандартами ASME B31.1 требовалось 1200 катушек труб ASTM A335 P22 высокого давления.
Чжоусян поставил двухпроцессный элемент TIG/GMAW с лазерным зрением. Каждая запись сварного шва была связана с конкретными тепловыми числами материала, обеспечивая полную отслеживаемость критической энергетической инфраструктуры.

Безопасность, сертификация и отраслевые стандарты
Сварка в энергетической промышленности требует строгого соблюдения норм оборудования, работающего под давлением, стандартов сварки конструкций и правил безопасности труда. системы Zhouxiang построены с учетом превышения глобальных показателей безопасности.
CE Машины
ИСО 9001:2015
ИСО 3834-2
ИСО 10218-1
ИСО 9283:1998
Применимые коды сварки
- АСМЕ БПВХ: Раздел I (Бойлеры), Раздел VIII (Суда) и Раздел IX (Квалификация). Процедуры, соответствующие требованиям PQR/WPS.
- AWS D1.1: Управление структурными опорами и платформами на электростанциях. требует проведения полного квалификационного тестирования операторов.
- ASME B31.1 Силовой трубопровод: Трубопроводы с паром и питательной водой высокого давления, требующие проверки RT или UT.
- Серия IEEE C57: Стандарты изготовления баков силовых трансформаторов и строгие требования к испытаниям.
Аудит отслеживаемости: Каждая ячейка регистрирует напряжение, ток, скорость провода и поток газа в режиме реального времени. Системы помечают отклонения >±5%, вызывая автоматические паузы для удовлетворения аудита качества ASME.
Руководство по ценам на сварочных роботов для энергетической промышленности
Одностанционная сота
$85,000 北 $120k
6-осевой робот + источник питания + базовый позиционер
Фланцы и кронштейны
Система среднего радиуса действия
$150,000 ♪ $220k
+ Отслеживание швов, автономное программирование, защитный корпус
Котлы и катушки для труб
Полная ячейка "под ключ"
$250,000 ♪ $320k
+ Индивидуальные приспособления, погрузочно-разгрузочные работы, многопроцессный режим
Тяжелые танки и жатки
Линия двух роботов
$380,000 ♪ $500k+
Общий позиционер + полная интеграция производственной линии
Мембранные СтеныДостижение и влияние полезной нагрузки
Робот с вылетом 1400 мм стоит на 15 (25%) меньше, чем блок 2000 мм. Однако компоненты энергетической отрасли (панели котла/цистерны) обычно требуют большего вылета, чтобы избежать столкновений клеток.
Пакеты датчиков и точности
Сквозное отслеживание дуги добавляет $8k $15k. лазерное отслеживание зрения ($20k — $35k) имеет важное значение для сварных швов с критическим давлением, где точность должна оставаться в пределах ±0,3 мм.
Динамика обработки материалов
Базовый позиционер с 5-тонными трансформаторными баками с $10k 2-осевой позицией подходит для небольших работ, в то время как блоки головных бабок для 5-тонных трансформаторных баков с большими нагрузками варьируются от $30k $60k на основе стабильности нагрузки.
Интеграция и жизненный цикл
Бюджет 10 (Budget) 10 (Budget) 15% для ввода в эксплуатацию.Чжоусян предлагает пакеты "под ключ" с непосредственным заводом, включая робота, источник питания и обучение, чтобы максимизировать производительность с первого дня.
Инженерный центр энергетической промышленности
Интерактивные инструменты для проверки рентабельности инвестиций, оценки эксплуатационных затрат и выбора оптимальной роботизированной системы для проектов энергетической инфраструктуры.
Анализ окупаемости инвестиций
Точка разрыва-вечер
15.0Месяцы
Ежегодная экономия
Получите полный отчет о рентабельности инвестиций
144$k/Год
Оценка эксплуатационных расходов
Ориентировочная стоимость /тонна
420$/Тонна
Эффективность против Руководства
Запрос аудита стоимости
+45%
Селектор конфигурации системы
Часто задаваемые вопросы
Между ними курсирует специально построенный сварочный робот для энергетической промышленности $85,000 и $320,000, в зависимости от вылет, полезной нагрузки, и количества внешних осей Базовая одностанционная сварочная ячейка начинается вокруг $85,000 до $120,000. Системы среднего класса с датчиками отслеживания швов и автономным программированием попадают в систему $150,000 до $220,000 диапазон. Полные сварочные ячейки под ключ для трубных решеток котла или больших трансформаторных баков могут достигать от $250 000 до $320 000.
GMAW (MIG) и GTAW (TIG) охватывают большую часть работ в энергетической отрасли. MIG обрабатывает углеродистую сталь по адресу 3 — кг/час осаждение для панелей котла и опор конструкций. TIG запускает корневые проходы на соединения с номинальным давлением и внутренние части из нержавеющей стали, где целостность сварного шва имеет значение. Некоторые элементы добавляют плазменную или подводную дуговую сварку для тяжелых листов.
Да. современные 6-осевые сварочные роботы, оснащенные многопроходным программированием и адаптивным отслеживанием швов сварных соединений от 6 мм до 80 мм толщина стенки. Для жаток тяжелых котлов с от 40 до 60 мм стены, робот запускает несколько GMAW заливки проходов при контролируемом вводе тепла, чтобы избежать водородного растрескивания Операторы программируют первую статью, затем робот повторяет последовательность через идентичные соединения с согласованностью прохода к проходу.
Подпадает сварка в энергетической промышленности Код котла и сосуда под давлением ASME (разделы I, VIII и IX) и AWS D1.1. Сертификаты безопасности оборудования включают в себя Маркировка CE (Директива по машинному оборудованию 2006/42/EC) и ИСО 10218-1. Управление качеством требует ИСО 3834-2 для сварки плавлением и ИСО 9001 сертификация объекта.
Не совсем. роботизированная сварка берет на себя повторяющиеся соединения большого объема, где консистенция имеет наибольшее значение. Квалифицированные сварщики остаются необходимыми для ремонта в полевых условиях, разовых индивидуальных соединений и позиций, до которых роботы не могут добраться. Опытные сварщики переходят к программированию, проверке качества и надзору за системой. Автоматизация позволяет предприятиям производить больше с одинаковой численностью персонала, а не заменять профессионалов.
Большинство производителей видят окупаемость внутри от 14 до 24 месяцев. Одна роботизированная сварочная ячейка часто заменяет два положения сварки, одновременно увеличивая ежедневную производительность от 40 до 60 процентов. Сокращенная переработка добавляет еще одну от 8 до 12 процентов в экономии средств. Фактор в меньших потребляемых отходов от точного контроля подачи проволоки, и цифры закрываются в течение двух лет.
Программирование подвески позволяет оператору провести руку робота по пути сварки и записать путевые точки; простое стыковое соединение 15 — 30 минут. Оффлайн-программное обеспечение сокращает время настройки вдвое, моделируя пути на 3D-модели САПР перед загрузкой роботу.
Коботы работают вместе с людьми без защитного ограждения (полезная нагрузка) <16 кг). Промышленные роботы работают в закрытых камерах (полезная нагрузка до 25 кг) на полной скорости производства Промышленные роботы являются стандартом для работы в энергетической промышленности из-за более высоких рабочих циклов, больших размеров заготовок и строгих требований к качеству сварных швов.
Ежедневно (10 — 15 мин.): Очистить кончики горелки, проверить выравнивание провода Еженедельно: смазать соединения и проверить TCP калибровки.Ежегодно: Полный серводвигатель осмотр и редуктор смазки изменения. с этой рутиной, скорости безотказной работы выше 95 процентов нормальны, а незапланированные остановки снижаются 20 часов в год.
Да. С помощью системы смены инструментов один робот переключается между факелами MIG и TIG примерно 30 секунд. Одна сварочная ячейка может обрабатывать как структурные наполнители, так и прецизионные корневые проходы в одном и том же производственном цикле.
Готовы автоматизировать сварку силового оборудования?
Расскажите о вашем применении сварки Наша команда инженеров порекомендует правильную конфигурацию роботизированной сварочной системы и предоставит подробное предложение.
ГАРАНТИЯ ОТВЕТА//В ТЕЧЕНИЕ 48 ЧАСОВ


