
Póngase en contacto con Zhouxiang
Mantenimiento de robots de soldadura: la guía completa para maximizar el tiempo de actividad y la calidad de la soldadura
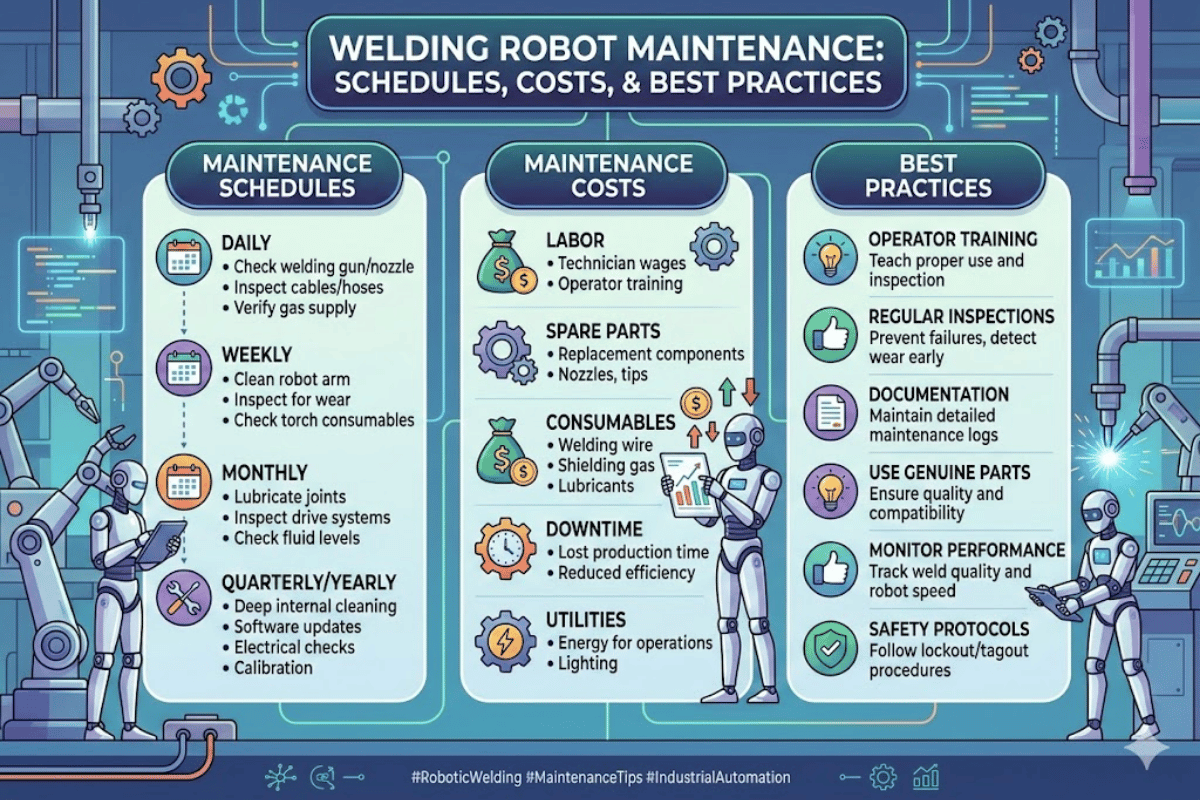
El mantenimiento de un robot de soldadura implica una inspección diaria del soplete, inspecciones semanales de cables y TCP, lubricación y calibración mensuales y un cronograma continuo para la gestión de consumibles, todo parte de un cronograma de mantenimiento preventivo que garantiza que su celda de soldadura robótica funcione al máximo rendimiento. Todas estas cosas que faltan le cuestan un tiempo de inactividad no planificado mucho más allá del costo del mantenimiento, sin mencionar el riesgo para sus equipos existentes y nuevos proyectos de capital. Este artículo cubre el programa exacto de mantenimiento de soldadura robótica, las mejores prácticas, los costos y la resolución de problemas que diferencia una vida útil de 15 años de una falla a las seis.
Por qué el mantenimiento de robots de soldadura no puede ser una ocurrencia tardía
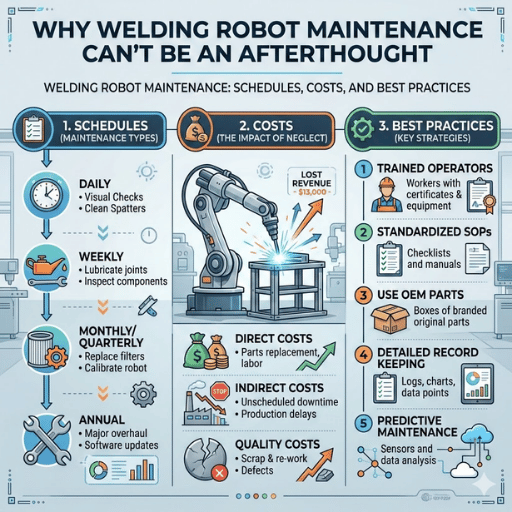
Según nuestra experiencia en Zhouxiang, la mayoría no está planificada robot soldador el tiempo de inactividad se debe a la falta de mantenimiento de rutina, no a fallas catastróficas. Todos los datos que hemos estudiado durante los últimos diez años confirman esta conclusión: un artículo revisado por pares publicado en Fronteras en robótica e IA (2025) analizó una celda de soldadura robótica de un proveedor automotriz de nivel 1 en el transcurso de tres años y demostró estadísticamente que los problemas relacionados con el mantenimiento causaron el 79 por ciento de todos los tiempos de inactividad. Las tres fallas más comunes (fallas de agua, apósitos de puntas y fallas de abrazadera) se podían prevenir al 100 por ciento si se había realizado el mantenimiento.
El coste inmediato de este tiempo de inactividad es enorme. Según el Informe sobre el costo real del tiempo de inactividad de Siemens en 2024, $125.000 por hora de tiempo de inactividad no planificado se pierden directamente por problemas de calidad, tiempo de inactividad y problemas de seguridad. Específicamente en las acerías, la pérdida promedio por tiempo de inactividad no planificado ($1.000 por hora) es ligeramente mayor que la pérdida promedio por paradas de mantenimiento planificadas normales ($5.000 por hora), pero el tiempo de inactividad no planificado es 15 veces más costoso cuando se incluye el costo de envíos de emergencia, mano de obra inactiva y piezas desechadas.
79%
del tiempo de inactividad por problemas relacionados con el mantenimiento
15x
multiplicador de costos para tiempos de inactividad no planificados versus planificados
10-20 ani
vida útil del robot con el mantenimiento adecuado
Los robots industriales mantenidos adecuadamente pueden alcanzar una vida útil de 10 a 20 años. La vida útil promedio de los sistemas sin mantenimiento se reduce en 40% ñan, lo que significa que el costo de los equipos robóticos se reduce de 15 años a solo 9 años. Con más 4,6 millones de robots en todo el mundo (IFR 2025), las diferencias entre las instalaciones que ejecutan programas de mantenimiento proactivo y rentables versus los programas de mantenimiento reactivo son claras.
Programa de mantenimiento diario, semanal y mensual
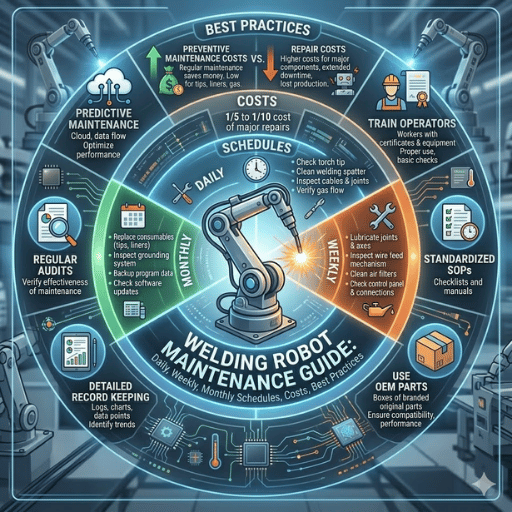
La diferencia en el tiempo de actividad robótico entre los programas de mantenimiento reactivo y los programas proactivos es tan marcada, más del 95 por ciento en comparación con la disponibilidad de celdas del 70 al 80 por ciento, que sin duda es necesaria una rutina de mantenimiento estandarizada para ser competitivo como propietario de una celda de soldadura robótica. El siguiente cronograma se basa en las recomendaciones de OEM de los mayores fabricantes de sistemas de soldadura robótica para proporcionar un punto de partida sólido, personalizado para un entorno de producción.
| Frecuencia | Tarea | Qué comprobar |
|---|---|---|
| Diario 10-15 min/turno |
Boquilla de antorcha y punta de contacto | Elimine la acumulación de salpicaduras; Inspeccione el orificio de la punta en busca de desgaste ovalado o quemado |
| Flujo de gas blindado | Verifique la presión y el flujo en la boquilla (objetivo 20-30 CFH para GMAW) | |
| Carrete de alimentación de alambre | Verifique el nivel del cable y la tensión del rodillo impulsor | |
| Inspección visual de cables | Busque torceduras, roces o signos visibles de desgaste en los puntos de conexión | |
| Verificación de fugas | Escuche fugas de aire; Inspeccione las conexiones y accesorios en busca de fugas en las líneas neumáticas | |
| Semanal 30-45 min |
Verificación TCP | Ejecute la verificación TCP con el punto de referencia; recalibrar si se detecta deriva |
| Enrutamiento de cables | Inspeccione la trayectoria completa del cable en busca de arrastre, abrasión o torceduras | |
| Revestimiento de alambre (operaciones de 3 turnos) | Prueba de tracción para arrastre; reemplace semanalmente en operaciones 24 horas al día, 7 días a la semana | |
| Enclavamientos de seguridad | Pruebe todas las paradas electrónicas y circuitos de seguridad | |
| Mensual 2-4 ore |
Lubricación articular | Grasa según especificaciones OEM; reemplazo completo cada 3000-5000 horas de funcionamiento |
| Batería de respaldo | Verifique las baterías del controlador y del brazo; reemplazar anualmente | |
| Retorsión del accesorio | Vuelva a apretar todos los pernos, bridas de herramientas y accesorios de carga útil según las especificaciones | |
| Copia de seguridad completa del sistema | Guarde todos los programas, parámetros de configuración y datos de calibración |
Los OEM ofrecen intervalos de PM completos específicos y más agresivos: cada 3850 horas o 12 meses para FANUC, cada 3840 horas para ABB, cada 6000 servohoras para Yaskawa Motoman y cada 10 000 horas para KUKA. Cada 12 meses, los procedimientos de mantenimiento anuales incluyen pruebas de frenos neumáticos, muestreo de grasa, verificación de codificadores y auditorías eléctricas. La falta de intervalos de mantenimiento regulares o de un PM OEM programado puede cancelar parte de la garantía OEM y acelerar significativamente el desgaste de los componentes.
💡 Consejo profesional
Imprima este cronograma, cuélguelo en la celda de soldadura y entregue una copia a su operador. Su operador es la primera línea de defensa: entrénelos para realizar controles de mantenimiento periódicos y esté atento a los primeros signos de desgaste y detectar problemas antes de que se conviertan en fallas. La intervención temprana mantiene el tiempo de inactividad no planificado del robot fuera de sus resultados.
Cuidado de antorchas, consumibles y cables « donde comienzan los problemas 80%
En cualquier celda de soldadura robótica, el soplete de soldadura y sus consumibles son los componentes que más trabajan. Están en el centro del arco de soldadura, experimentan un rápido aumento de daño cada vez que funciona el sistema y son directamente responsables de casi el 80 por ciento de los problemas de calidad de la soldadura en nuestras instalaciones, principalmente la punta de contacto, la boquilla y el revestimiento de alambre.
Póngase en contacto con Tip Lifespan
Las puntas de contacto de cobre estándar durarán entre 4 y 8 horas de arco en aplicaciones de soldadura robótica. En un entorno de tres turnos, esto significa reemplazar las puntas hasta 12 veces al día; un enorme contribuyente al tiempo de inactividad y a los costos consumibles. Las puntas de cromo circonio (CuCrZr) reducen esta ocurrencia a cada 8-24 horas (2-3X.) En las mismas condiciones, la erosión del orificio es el modo de falla dominante: el cable “come” un orificio elíptico a través del cobre con el tiempo: se produce una alta resistencia, un arco “con fallas” y un desequilibrio de fase.
Boquilla y Flujo de Gas
Las salpicaduras en la boquilla causarán rápidamente contaminación del gas protector en la soldadura robótica. Sólo 0,5% de aire arrastrado en la corriente de gas protector producirá una porosidad discreta en la soldadura, y 1,0% provocará una porosidad grande en la pared que no puede pasar una imagen visual. La combinación más alta de caudal de gas y voltaje de arco operativo está entre 20 y 30 CFH (fuente: El fabricante) -- Demasiada presión en el escudo provoca turbulencias y atrae aire, lo que genera porosidad, y una cobertura demasiado baja deja áreas sin protección a medida que se mueve el arco.
Reemplazo del revestimiento de alambre
Uso en un solo turno, cambie los revestimientos cada 3 meses. Uso en tres turnos las 24 horas del día, los 7 días de la semana, cambie semanalmente. Los rodillos impulsores sobretensados son la principal causa de falla del revestimiento; provocan virutas menores de cobre que se encajan dentro del revestimiento y provocan resistencia. Al reemplazar un revestimiento, siempre sople con aire comprimido antes de reemplazar el siguiente carrete de alambre.
Protocolo de inspección de cables
Inspeccione visualmente todos los cables de alimentación diariamente en busca de torceduras, desgarros o puntos calientes en la conexión. Semanalmente, verifique todas las ubicaciones de funcionamiento del cableado en busca de bordes afilados que puedan causar abrasión. Mensualmente, realice pruebas de resistencia eléctrica para mostrar cambios en la integridad general del cable que pueden quedar enmascarados por un examen externo.
💡 Consejo profesional
Utilice unidades de limpieza de antorchas automatizadas/continuas (“remiadores”) para escariar la punta y eliminar las salpicaduras, corte el cable a una longitud precisa de “extracción” y aplique antisalpicaduras cada 15 minutos. La recuperación se produce rápidamente gracias a la extensión de la vida útil de los consumibles y la reducción del tiempo de inactividad.
Calibración TCP y verificación de calidad de soldadura

Cada programa de piezas se basa en una única coordenada: la posición del “Punto central de herramientas” (TCP) de la antorcha a la salida de la punta de contacto. Un TCP que esté fuera de calibración colocará todas las soldaduras de piezas posteriores fuera de posición hasta que se produzca la recalibración.
Una desviación de la punta de tungsteno de sólo 1 mm puede producir soldaduras rechazadas bajo soldadura por tolerancia estricta. Los estudios muestran que 37% de todos los robots de soldadura experimentarán cambios de calibración anualmente debido al calor, magulladuras y tolerancias microscópicas en los componentes.
⚠¦ Importante
Nunca omita la verificación de TCP después de un choque, reemplazo del cuello de la antorcha o cambio de herramienta. Una colisión puede cambiar tanto la orientación de la herramienta como las posiciones del codificador; ejecutar la producción antes de recalibrar dará como resultado soldaduras rechazadas y pérdida de rendimiento.
Para sopletes de soldadura por arco, el TCP normalmente se calibra con el método de 4 puntos. Lleve la punta del cable a una ubicación de referencia fija en 4 posiciones diferentes del brazo del robot y deje que el controlador determine el desplazamiento geométrico del TCP. Para mejorar esto a una calibración de 6 puntos, se debe ingresar información como los ángulos. Para procesos totalmente automatizados como BullsEye de ABB, el TCP se mantiene a más de 0,06 mm, repetidamente, sin intervención del operador, y tiene una alarma incorporada para notificar a los operadores cuando la posición del cable no es válida en más de 3 grados desde la vertical.
Más allá de TCP, para la verificación de la calidad de la soldadura se aplica la regla del costo 1:10:100: el costo de detectar un defecto en la celda de soldadura es 1x. En inspección final, 10x. En caso de falla de campo, 100x. Según investigación publicada en PMC, los sistemas automatizados de detección de costuras de soldadura que utilizan monitoreo de arco en tiempo real o tecnologías basadas en visión han logrado una precisión promedio de 98,5%, reduciendo así el retrabajo desde el promedio de la industria de 2-8%, hasta menos de 1%.
Mantenimiento preventivo versus predictivo para robots de soldadura

Los programas de mantenimiento preventivo están predeterminados y generan inspecciones diarias, semanales y mensuales de los equipos de producción independientemente de su condición real. Si bien esto es fundamental para mantener altos niveles de tiempo de actividad (desde 70-80% hasta más de 95%), los enfoques predictivos que utilizan sensores de Internet de las cosas y el análisis de datos brindan el beneficio adicional de la identificación oportuna del problema.
| Factor | Mantenimiento Preventivo | Mantenimiento predictivo |
|---|---|---|
| Enfoque | Horario fijo (basado en horas/hora) | Basado en condiciones (impulsado por sensores) |
| Costo de implementar | Listas de verificación bajas, capacitación, herramientas básicas | Sensores IoT superiores, plataforma de software, integración |
| Reducción de fallos | Elimina ~80% de fallas evitables | Reducción adicional de 30-50% en fallas inesperadas |
| Impacto en el tiempo de actividad | 70-80% → 95%+ | 95% → 98%+ con hasta 25% más ganancias de tiempo de actividad |
| Mejor para | Todas las operaciones (línea base no negociable) | Líneas de producción multicelulares de gran volumen |
| Cronograma de retorno de la inversión | Inmediato | Recuperación de 6-18 meses |
Los principales proveedores de tecnología de automatización de soldadura están ofreciendo sistemas predictivos: según se informa, la plataforma ZDT de FANUC ha evitado más de $85 millones en costos para usuarios y fabricantes desde su introducción comercial, específicamente a través de reducciones en costosos tiempos de inactividad no planificados. El sistema predictivo Ability de ABB rastrea el estado de los servomotores y cajas de cambios, y las calibraciones de los ejes durante la fabricación. Según información publicado por Deloitte, los usuarios finales de la metodología predictiva anterior obtuvieron ganancias al extender los rangos de vida útil de los componentes del fabricante en 20-40% y mejorar el rendimiento del mantenimiento en 30-50% en relación con la reparación reactiva.
Marco de decisión
- Comience con el mantenimiento preventivo (es simple, económico y ayuda a minimizar el tiempo de inactividad al abordar la mayoría de los problemas de campo)
- Supervise los motivos de su tiempo de inactividad durante 6 a 12 meses para identificar patrones
- Inicie su instalación predictiva en la línea de producción de mayor valor (donde el tiempo de inactividad tiene el mayor impacto en el costo)
- Lleve una metodología predictiva a sus otras células de fabricación, una vez que tenga los datos de ROI que justificar
Solución de problemas comunes de los robots de soldadura
En los sistemas de fabricación que producen piezas defectuosas, la suposición de causa raíz suele ser falsa y los factores relacionados forman un grupo de causa y efecto. Todas las emisiones de tiempo, impuestos y talento resultantes del “tratamiento de los síntomas” por parte de los operadores se pueden evitar abordando la raíz, como las puntas de contacto que se golpean tres veces al día, en lugar de reemplazarlas constantemente porque la tensión del rodillo impulsor es pulir el cable en una repisa. Utilice la matriz de solución de problemas a continuación para identificar de un vistazo qué podría estar saliendo mal.
| Síntoma | Causa probable | Arreglar |
|---|---|---|
| Porosidad en soldaduras | Contaminación por gases de protección, boquilla bloqueada por salpicaduras, fuga de gas en la manguera | Limpiar boquilla; verificar el flujo de gas 20-30 CFH; Inspeccione todas las conexiones y accesorios de gas en busca de fugas |
| Alimentación errática con cables / anidación de aves | Forro desgastado, tensión incorrecta del rodillo impulsor, tipo de rodillo impulsor incorrecto | Reemplace el revestimiento; ajustar la tensión a media vuelta más allá del deslizamiento; haga coincidir la ranura del rodillo con el tipo de alambre |
| Inestabilidad del arco/salpicaduras | Orificio de punta de contacto desgastado, mala conexión del cable de trabajo, contaminación en metal común | Reemplace la punta de contacto; limpiar y apretar la abrazadera de trabajo; Retire la escala del molino o el aceite |
| Solda constantemente fuera de costura | TCP se desvía del choque, cuello de antorcha doblado, accesorio desplazado | Recalibración completa de TCP; inspeccionar el cuello de la antorcha; verificar la alineación del accesorio |
| Quemado prematuro de la punta de contacto | Velocidad de avance del cable demasiado lenta, distancia entre la punta de contacto y el trabajo demasiado corta, los rodillos impulsores demasiado apretados | Aumentar WFS; verificar CTWD por procedimiento; reducir la tensión del rodillo impulsor |
| Vibración del brazo del robot o ruido inusual | Desgaste de la caja de cambios, poca grasa, pernos de montaje flojos | Inspeccione el color y el nivel del líquido de la caja de cambios; vuelva a apretar todos los sujetadores; programar PM OEM |
La solución es la resolución progresiva de problemas, no las conjeturas. Verifique primero la soldadura: revise el consumible (punta de contacto, boquilla, revestimiento). ¿Aún no hay indicación de la causa raíz? Vuelva a verificar TCP. El noventa por ciento de todos los problemas del sistema de soldadura robótica se pueden corregir con una verificación triple como esa. El resto, alrededor de 10%, se puede resolver de 1 de 3 maneras: examinando los ajustes del suministro de energía, los problemas de reparación y la alineación mecánica del sistema robótico, momento en el cual se necesita un integrador. Las prácticas de mantenimiento sólidas y los consejos de mantenimiento anteriores eliminan las fallas más comunes antes de que lleguen a la etapa de resolución de problemas.
¿cuánto cuesta el mantenimiento del robot de soldadura?
Los costos de mantenimiento del robot de soldadura se dividen en dos áreas: el plan de mantenimiento preventivo y los costos de consumibles. Anualmente ascienden a entre 2 y 5% del valor del sistema. Esa es una pequeña proporción de lo costoso que corre el tiempo de inactividad. Utilice esta guía de mantenimiento como punto de partida y adapte los intervalos a su proceso de soldadura y ciclo de trabajo. Si descuidas estas necesidades de mantenimiento, el programa adecuado ayuda a prolongar la vida útil de cada robot en tu suelo.
| Categoría de costo | Rango Anual | Notas |
|---|---|---|
| Programa de mantenimiento preventivo | $2.000 -$5.000 por robot | Incluye mano de obra PM, lubricantes, baterías, procedimientos de respaldo |
| Consumibles (puntas, boquillas, revestimientos) | $1.000 -$2.000 por robot | La mitad son propinas de contacto únicamente; Las propinas CuCrZr reducen el gasto total |
| Servicio anual de PM OEM | $3.000 -$8.000 por robot | Los proveedores externos suelen ser entre 30 y 401 TP3T menos que los OEM directos |
| Reparación no planificada (si no hay programa PM) | $15.000 --$30.000+ por incidente | Servicio de emergencia, repuestos acelerados, pérdida de producción |
Como lo afirma Metalurgia canadiense, el gasto medio anual en consumibles de un robot de soldadura es de $1.000-$2.000 «la mitad de esto también son propinas de contacto. La diferencia de costos de cambiar un robot de una punta de cobre estándar a una punta de CuCrZr es aproximadamente 2 veces cada una; esto conlleva 3 veces la vida útil, por lo que esto resulta en una reducción de costos netos en la mayoría de las situaciones de automatización. Si una planta operaba varias celdas de soldadura robóticas, los números son simples: un programa de mantenimiento bien ejecutado que cuesta $5.000-$8.000 por robot anualmente ayuda a evitar costosos incidentes no planificados que pueden exceder fácilmente los $15.000 cada uno.
Conclusión clave
Los costos anuales de mantenimiento están en el rango de 2-5% del valor del sistema de soldadura. Una falla no planificada puede tener un costo que exceda el costo total de un año de mantenimiento preventivo. El retorno de la inversión asociado con un programa de mantenimiento bien planificado no es una cuestión de ‘si’ sino de ‘cuándo’ y su ‘cuándo’ casi siempre puede medirse por la primera ‘falla que se evitó’
Preguntas frecuentes
P: ¿Con qué frecuencia debo reemplazar las puntas y boquillas de contacto del robot de soldadura?
Ver respuesta
Las puntas de contacto de cobre estándar se desgastan entre 4 y 8 horas de arco y pueden requerir cambios hasta 12 veces al día en una fábrica de 3 turnos. Las puntas de contacto de cromo circonio pueden durar de 2 a 3 veces más. Las boquillas se revisan diariamente con reemplazo cada 1 a 4 semanas, según su ciclo de trabajo.
Sin embargo, el uso de una estación automatizada de limpieza de antorchas puede aumentar en gran medida la longevidad de los consumibles, ya que se eliminan todas las salpicaduras antes de que puedan verse afectadas.
P: ¿Qué es la calibración TCP y con qué frecuencia se debe realizar?
Ver respuesta
La calibración TCP determina la ubicación precisa de la punta del cable con respecto al brazo del robot. Confirme antes del inicio del turno, después de un choque o cambio de cuello/punta de la antorcha. Vuelva a calibrar una vez por semana con el método de 4 puntos.
Provoca soldaduras rechazadas si la deriva es de 1 mm.
P: ¿Cómo configuro un programa de mantenimiento preventivo para mi robot de soldadura?
Ver respuesta
Comience con el período de mantenimiento sugerido por su OEM como punto de partida: FANUC requiere un PM completo cada 3850 horas, ABB cada 3840 horas, por ejemplo, Yaskawa cada 6000 servo horas. Superponga una lista de verificación diaria, semanal y mensual a lo largo de este cronograma. Registre todo en un CMMS (Sistema de gestión de mantenimiento computarizado) para que pueda analizarlo a lo largo del tiempo.
Ajuste los intervalos a su uso real, entorno operativo; por ejemplo, un robot utilizado en tres turnos requerirá el reemplazo de consumibles con más frecuencia que uno en un entorno de un solo turno. Educar a los operadores sobre qué buscar durante las inspecciones diarias y designar un supervisor de mantenimiento para administrar el cronograma de PM y el inventario de repuestos.
P: ¿Qué causa la porosidad en la soldadura robótica y cómo la arreglo?
Ver respuesta
Porosidad. Casi siempre debido a problemas de gas protector: boquillas bloqueadas por salpicaduras durante la soldadura, boquillas mal formadas que impiden el flujo, fugas en mangueras o accesorios de mangueras de gas, depósitos de humedad o aceite en el metal base o ajustes incorrectos del caudal. La contaminación de tan solo 0,51 TP3T de aire en el gas protector dará como resultado porosidad.
Eliminar sistemáticamente: limpiar la boquilla, verificar el caudal (20-30 CFH para GMAW), revisar todas las mangueras y accesorios en busca de fugas, dejar que la base se seque y limpie.
P: ¿Cuánto duran los robots de soldadura con el mantenimiento adecuado?
Ver respuesta
Con un mantenimiento adecuado, 10-20 años. Sin él, la vida útil cae hasta 40%.
P: ¿Debo utilizar una estación de limpieza de antorchas para mi robot de soldadura?
Ver respuesta
Sí, cualquier operación es de más de un turno. Las estaciones de limpieza automatizada de boquillas (remosas) limpiarán la boquilla y el alambre que sobresalen y agregarán spray antisalpicaduras en 5 segundos, mientras que se necesitan más de 5 minutos para hacerlo manualmente. Funcionan cada 5-15 piezas automáticamente. El retorno de la inversión proviene de tener una vida útil más larga en consumibles, piezas de mejor calidad con menos porosidad debido a las boquillas más limpias y sin tiempo libre para la limpieza manual. La mayoría de las estaciones necesitarán entre 80 y 100 PSI. Compre aire a 15-16 CFM
¿necesita ayuda con su programa de mantenimiento de robots de soldadura?
Explore nuestras soluciones de soldadura robótica diseñadas para brindar durabilidad, fácil mantenimiento y rendimiento de soldadura a largo plazo.
Referencias y fuentes
- Análisis del tiempo de inactividad de la soldadura robótica « Estudio de proveedores automotrices de nivel 1 (2025) « Fronteras en Robótica e IA / PubMed Central
- El verdadero costo del tiempo de inactividad 2024 « Siemens
- World Robotics 2025 « Instalaciones de Robots Industriales « Federación Internacional de Robótica (IFR)
- Mantenimiento Predictivo y Fábrica Inteligente « Deloitte
- Robótica “ Evaluación de Peligros y Soluciones « Administración de Salud y Seguridad Ocupacional de EE. UU. (OSHA)
- Lesiones relacionadas con robots en informes de lesiones graves de OSHA (2015-2022) « ScienceDirect / Ergonomía Aplicada
- Mejor flujo de gas de blindaje, soldadura más eficiente « El fabricante
- El costo y la recuperación de la inversión de los consejos de contacto en soldadura robótica « Metalurgia canadiense
- Seguimiento y detección de costuras de soldadura mediante aprendizaje profundo « PMC / NCBI


