
Get in Touch with Zhouxiang
The welding industry is neither here nor there. On the demand side, requirements for welded components in construction, utilities, transportation and other sectors are rising rapidly. On the supply side, the people doing the welding are vanishing into the woods. The American Welding Society (AWS) predicts a deficit of 375,000 welding professionals in the U.S. by 2026; the average welder is 55 years old and approximately 155,000 would likely be retired. Single technology solutions alone cannot eliminate the skilled labor deficit, but welding automation solutions are the closest thing to a scalable answer the industry has to offer.
This deficit is pushing manufacturers toward automated welding systems, which are re-shaping manufacturing throughout the world. Research house Emergen Research estimates the global robotic welding market, valued at 7.9 billion U.S. dollars in 2024, will reach 18.6 billion in 2034. However, selecting the right system is not determined by ordering in a catalog. This white paper walks you through decision one needs to make as a buyer, including system types, key components, ROI from actual shop data, sector application and the pitfalls that cost shops time and money.
What Are Automated Welding Systems and Why Do They Matter?

What is an automated welding system? Any scenario where machines perform some or all of the welding without manual intervention. Mechanized torch carriages following a fixed path; fully automated robotic cells driven by AI software, with vision-guided seam tracking, multi-axis positioners and adaptive welding parameters. All welding automation kits are engineered to suit production operations of any size from single-cell job shops to multi-station assembly lines.
That distinction is important, because automation is not either/or. One common application area sees a shop with an automatic welding head on a column-and-boom that automates a fixed torch path, but must still employ a welder for job setup and monitoring. Another might see a six-axis robot with automatic part loading operating lights-out. Most real-world welding automation fits somewhere in between.
What explains the current sense of urgency? Culmination of three forces within construction, utilities, transportation and other industrial sectors – namely, skilled labor shortage, tightening requirements for quality and control, and global competition that rewards increased throughput and lowered rework.
💡 Pro Tip
Welding automation will not replace welders – on the contrary, by taking over the dull monotony of long torch sequences in a fixed workcell, these systems allow skilled operators to move up the value chain. Shops planning to address such a transition achieve quicker adoption results and a higher return on investment.
Types of Automated Welding Machines: Robotic vs. Mechanized vs. Cobots
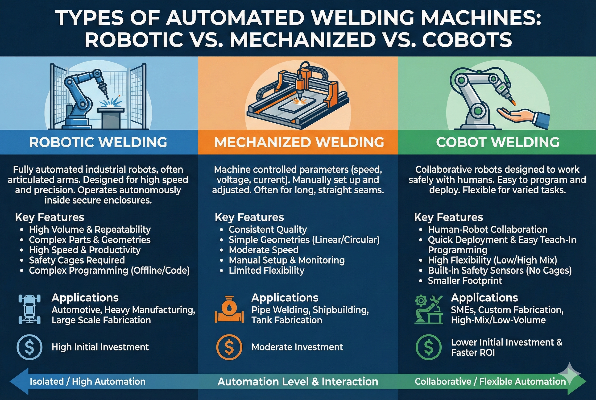
The three general categories that current automated welding technology can be classified into. All of them are suitable to different production models. Selecting the wrong technology can prove to be a very costly mistake for manufacturers.
Industrial Robotic Welding Systems
High-volume welding automation leverages six-axis articulated robots with welding power sources, positioners, and safety enclosures. These systems provide MIG/MAG (GMAW), TIG (GTAW), laser welding, and plasma with sub-millimeter repeatability. The six-axis robot arm excels at the automotive, heavy equipment, or any application where the same weld runs on thousands of production parts a month. The trade-offs include a higher up front investment, longer time to integrate, and dedicated floor space behind safety fencing.
Mechanized and Hard Automation
Mechanized welding – sometimes called automatic welding in older literature – includes column-and-boom setups, orbital welding heads, seam welders, and gantry-mounted torches. These machines follow a fixed path, instead of dynamically adjusting to changes in the part. They are optimal for consistent long seams in shipbuilding, fabrication shops, pipe welding, and submerged arc welding (SAW) of structural beams. The setup is simple and familiar, and operators can be trained in hours instead of weeks.
Collaborative Robots (Cobots)
Cobots have lowered the bar in the entry point for welding automation. Built-in force sensors and limited speed ranges mean they can work with humans without dedicated safety enclosures. The IFR estimates that cobots made up nearly 11% of new robot installation in 2023, and adoption is accelerating in small and mid-sized fabrication shops. Entry-level cobot welding systems can cost as little as $30,000-$70,000, compared to $100,000+. Programming can be done on a tablet or through hand guiding instead of costly offline programming, enabling existing welders to train the cobot in hours rather than weeks.
| Factor | Industrial Robot | Mechanized / Hard Auto | Cobot |
|---|---|---|---|
| Typical Cost | $75K–$250K+ | $20K–$120K | $30K–$90K |
| Best For | High-volume, repeat parts | Long seams, fixed paths | High-mix, low-volume |
| Welding Processes | MIG, TIG, laser, plasma | SAW, orbital, seam | MIG, TIG |
| Setup Time | Weeks to months | Days | Hours to days |
| Floor Space | Large (fenced cell) | Moderate | Small footprint |
| Flexibility | Medium (reprogrammable) | Low (fixed path) | High (hand-guided teach) |
| Safety Enclosure | Required | Varies | Usually not required |
Key Components of a Welding Automation System
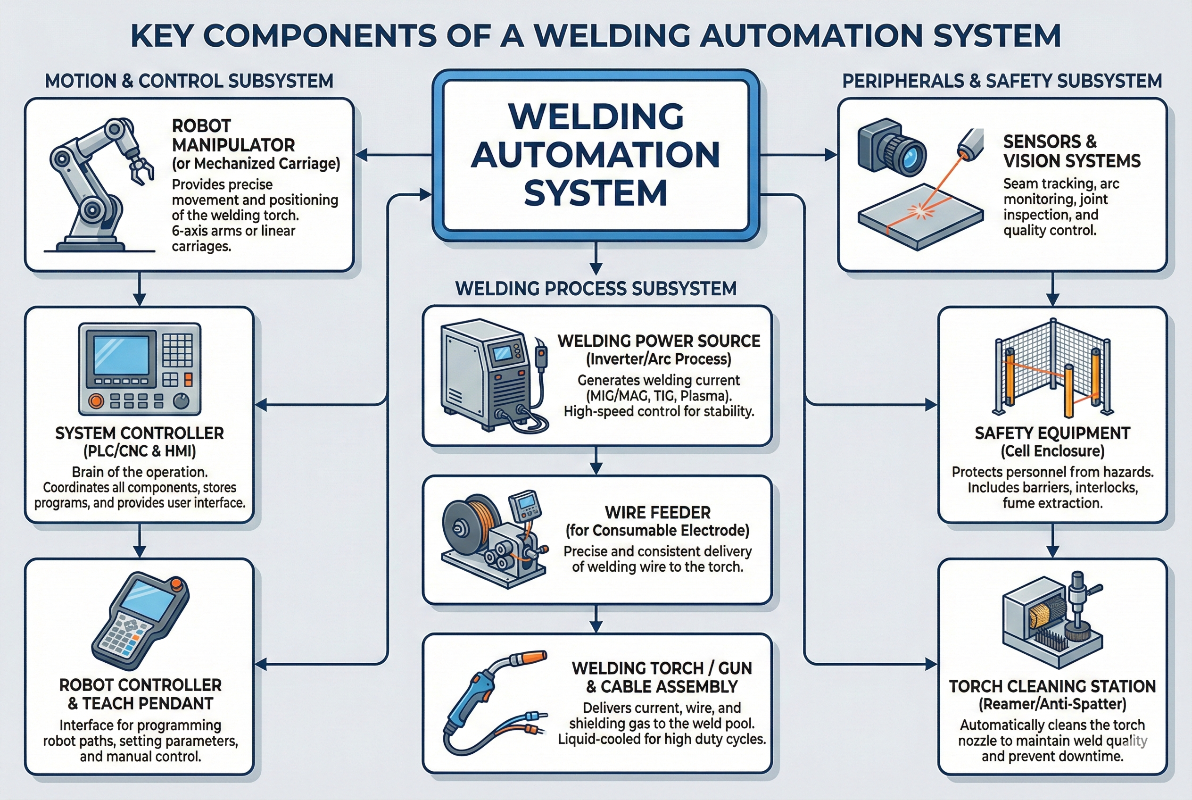
The basic platform for every automated welding system whether cobot cell or multi-robot line, are the same. Here are some common related components and the information needed to evaluation vendor offerings and understand costs.
- Welding Power Source – The power source is a fundamental requirement for any automated welding equipment system. Be sure to match the power source to the welding process: for example, a synergic MIG power source for GMAW, an inverter-based one for TIG, or a high-amperage transformer for submerged arc. The power source controls wire feed speed, arc stability, and deposition rate.
- Six-axis industrial robots, cobots, gantry frames, and column-and-boom manipulators constitute the motion system. Six-axis robots provide the maximum reach and reach flexibility. Cobots introduce force-limited safety. Gantry arrangements are best for applications with a linear long reach.
- Positioners allow the workpiece to rotate, tilt, or index so the robot can weld in the horizontal or flat position rather than working against gravity. Typical configurations include turntables, headstock-tailstock units, and ferris-wheels. Proper fixturing minimizes setup times and guarantees repeatable part position.
- Seam Tracking and Vision – Sensors that take into account part-to-part variation. Through-arc sensing, laser seam tracking, and touch sensing enable the robot to shift the torch path dynamically, so that even parts with fit-up gaps weld accurately for minimized rework.
- Conveyors, part pre-loaders, and unloaders ensure a constant supply of work pieces to the welding cell. Integrated material handling in high volume cells can double throughput by reducing idle time.
- Today’s controllers include off line programming, weld simulation and real-time data logging capabilities. Some newer systems incorporate AI based path planning and intelligent welding algorithms to dramatically reduce programming time for complex weldments.
- Light curtains, fencing, area scanners and E-stops comprise the safety barrier. Safety design must adhere to OSHA robotics guidelines and ANSI/RIA standards. Cobots reduce but do not preclude the need for safety planning.
⚠️ Important
Do not judge a welding automation cell by the robot alone. The positioner, fixture and seam tracking can constitute 30-50% of the total cell cost and have a disproportionate effect on weld quality and cycle time. An expensive robot with a poorly designed fixture will underperform a midrange robot with well thought out tooling.
How Automated Welding Boosts Productivity and Weld Quality
All welding automation business cases share one premise: maximize productivity on existing floorspace and minimize operating costs, here is what the data indicates:
80–90%
Robot Arc-On Time
vs. 20–30% manual
25–35%
Production Efficiency Gain
over manual welding
30–60%
Defect Rate Reduction
Boston Consulting Group
12–24 mo
Typical Payback Period
industry average
Throughput. A manual welder spends 20-30% of the time actual welding. The rest of the shift is spent setup, tack prepping, repositioning, breaks and fatigue. With a dual-station positioner, an automated welding system can sustain 80-90% arc-on-time with zero downtime, producing 3-4 times the output in the same floor space. One heavy fabricator reported a 40% increase in welding productivity after converting to a robotic welding cell, while reducing labor costs by 25%.
Weld quality. Robots do not get bored, distracted or inconsistent. They lay the same bead profile, travel speed and heat input on part ten-thousand and one just as they do on part twenty-thousand and one, providing high-quality results shift after shift. According to a MarketsandMarkets industry analysis, fabricators using robotic welding experienced 25-60% less rejects than their manual counterparts. This produces high quality welds with little to no rework, and those lower levels of rework boost overall cost savings: one Tier-1 supplier reduced scrap from 3% to 0.6% after deploying six arc-welding robots.
Deposition Rates. Robotic systems can operate at higher wire-feed speeds and run more aggressive welding parameters than can be reliably maintained by hand. Higher deposition rates reduce time invested per joint, and the uniform heat input inhibits distortion and straightening. For shops welding structural steel or pressure vessels, deploying robotic welding is a cost-effective path to achieve both production metrics and code specs, while reducing general manufacturing costs.
“In our experience supplying welding automation systems to both steel structure and shipbuilding markets, the single greatest productivity efficiency arises not from the robot itself – it arises from eliminating idle time between welds with intelligent fixturing and positioner design.”
— Zhouxiang Engineering Team, 30+ years in welding automation
Which Industries Benefit Most from Welding Automation?
Automated welding was not created solely with automotive assembly lines in mind. Here are the markets and type of welding applications where the return is greatest:
Steel Structure and Heavy fabrication. Base plates, large H-beams, columns and structural member connections feature long and repetitive welds that are conducive to robotic and mechanized automation. With gantry systems, Submerged arc welding and heavy deposition do not pose a challenge, while higher-mix, thin gauge and more complex groove and fillet welds are well suited to robotic cells. Fabrication shops engaged in high-volume structural work can realize 50% reductions in cycle time.
Shipbuilding. Shipyards handle heavy panels, sub-assemblies, and curved plate sections. Mechanized welding equipped with column-and-boom systems has been the norm for decades, but increasingly robotic welding cells are performing stiffener-to-panel joints and other complicated sub-assemblies. With shipbuilding volumes, even a 15% throughput gain at multiple welding stations can translate into thousands of labor hours on each ship.
Automotive and Aerospace. Automotive still leads the adoption curve, with nearly 45% of all welding robots in use according to the IFR. Spot welding accounts for most car body building, while arc welding robots assemble frames and chassis. Aerospace applications require precise TIG and laser welding on exotic-die thin-wall alloys where perfection is mandatory. Additive manufacturing of dimensionally near-net-shape parts is also catching on in aerospace with wire-arc depositing systems, often in tandem with robotic welding platforms.
Power Equipment and Pressure Vessels. Boiler tubes, heat exchangers, pressure vessels, require certified welds compliant with ASME codes. Orbital welding heads and automated TIG systems provide the consistent quality required to score well on radiographic inspection of each joint.
General fabrication (High-Mix, Low-Volume). This is where cobots opened a new frontier, providing solutions for complex, high-mix situations. Shops producing 50 different part numbers per week were historically bad candidates for automation. Cobot welding systems with rapid-change fixtures and teach-by-hand programming enable them to automate even small batches of 10-25 pieces.
💡 Pro Tip
Never assume your volume is too small for automation. Modern cobot welding cells break even on batches as small as 20 pieces per job when setup time is under 15 minutes. It is not just annual volume – you should analyze arc-on time per shift. If your welders spend less than 30% of their time actively welding, automation is available to help.
How to Choose the Right Automated Welding System for Your Shop
Choosing a welding automation system is a capital equipment decision that will impact your operations over the next 10-15 years. Follow this stepwise decision sequence.
Buyer Decision Framework
- Begin with assessing your current trouble areas. Is it labor shortage, throughput, quality issues, or all three? A shop losing qualified welders to retirement has different issues than one trying to keep up with delivery deadlines.
- Next, identify your production needs. How many part numbers do you process weekly? What batch sizes do you operate in? Five parts in batches of 500+ would be suitable for an industrial robot cell. Fifty part numbers in 20-range runs point toward cobots.
- Ensure the welding process fits with your system. MIG welding on mild steel is most straightforward to automate. TIG on aluminum or stainless alloy requires more torch skill and shielding gas. Submerged arc on thick plate needs a gantry or boom, not a robot.
- Determine the full capital equipment cost – not just the system. Capital equipment typically constitutes no more than 60-75% of total project expenditure. Incorporate tooling ($15K-$80K), installation, setup, safety upgrades, and first-year maintenance. A robot estimated at $100K can turn into $140K-$170K prior to being operational.
- Screen your integrator thoroughly. A competent integrator can develop a tailor-made robotic welding cell to fit your particular joint profiles. Turnkey integrators responsible for system design through to installation and training bring you a lesser risk.Request reference customers with similar production experience. Ensure their systems are designed for your particular material and joint profile. Find out whether on-site commissioning support and after-sale service is available.
- Determine the amount of floor space required (including safety zones, material staging, and operator access). Small footprint cobot cells may be placed between existing workstations. Full robotic cells may require their own dedicated space but should also consider future expansion.
- Finally, keep in mind that lead times are highly variable. Ready-to-ship pre-engineered cobot systems are often available to ship in 4-6 weeks. Fully customized robotic cells with custom fixtures can be 16-24 weeks from purchase order submission to start of production.Incorporate this into your capacity planning.
Decision shortcut: When your annual welding labor cost is greater than $150,000 and your primary joints are mostly recurring GMAW or GTAW, the math most often supports automation have a payback less than 24 months. If you’re concerned I would suggest to start with a cobot–the lower capital risk and quicker implementation make automation fast to pilot before going with a full blown robotic cell.
Explore Zhouxiang’s Automated Welding Systems →
Common Mistakes Buyers Make with Welding Automation (and How to Avoid Them)
Having served and worked with plants of manufacturers involved in steel structure, shipbuilding and power equipment industries for more than 30years, we have watched the same mistakes happening again and again. They are the top five episodes which cost buyers the most.
⚠️ Mistake #1: Choosing the system before defining the process
Say a shop falls in love with a certain brand of robot at a trade show and makes the purchase before their real joint configurations, material thicknesses, and flow of production are analyzed. The system is delivered and it can’t get to half the welds or over the welding positions.
Instead: Start with a weld audit. Document every joint type, weld length, access constraint, and throughput requirement. Factor the welding design into your system selection so the robot can actually reach every seam. Then match a system to the data.
⚠️ Mistake #2: Underestimating fixture and positioner requirements
Most customers plan for the robot and power source but leave fixtures to the last minute. Subpar fixtures lead to fit-up variation that seam tracking can not eliminate completely. So rework ratings that should have fallen remain level.
Instead: Budget 15–25% of total cell cost for tooling and fixtures. Involve your welding engineers in fixture design reviews before fabrication starts.
⚠️ Mistake #3: Expecting 100% automation from day one
Absolutely, a mature line with automated welding, auto-load, multi-robots and inline inspection is the destination, not the precedent. Shops attempting to automate everything at once suffer integration delays, debugging cascades and operator frustration.
Instead: Start with your highest-volume, simplest joint. Get one cell running at target throughput, train your team, and then expand. Phased rollout delivers results faster, builds internal expertise, and steadily expands your manufacturing capabilities.
⚠️ Mistake #4: Using the equipment quote as the total budget
The quote on equipment perhaps represents 60-75% of the entire installed cost. The balance of tooling, safety infrastructure, electrical upgrades, installation labor, programming, and operator training will push a $175K quote up to $240K+ by time of actual production.
Instead: Multiply the equipment quote by 1.3–1.5× for a realistic total project budget. If the vendor will not provide an all-in estimate, get one from an independent integrator.
⚠️ Mistake #5: Skipping the on-site assessment
Purchasing automation without an integrator inspecting your shop and examining real parts results in incompatible specs. Any shop will have limits – ceiling height, floor loading, capacity to power equipment, crane access – that impact cell shape.
Instead: Insist on an on-site assessment before signing any purchase order. Bring sample parts. A reputable integrator will not quote a turnkey welding solution — solutions built for your specific shop floor — without seeing where it will operate.
Frequently Asked Questions
Q: How much does welding automation cost?
It fundamentally depends on system type and level of integration. Entry-level cobot welding cell budgets begin around $30,000-$70,000. Pre-engineered industrial robotic welding cells range $75,000-$250,000 in cost depending on the welding process, positioner configuration, and cell complexity. Custom multi-robot production lines for auto or large machinery can be $500,000 or more. But be aware that equipment cost alone is just a small part of your total automation. Always multiply by 1.3-1.5 to estimate installed total cost, which includes tooling, fixtures, safety infrastructure, electrical upgrades, operator training and final commissioning labor. Common mistake: taking sticker as budget and then getting sticker shock when automation ends up closer to $240K+.
Q: Is welding automation worth it for small shops?
Yes – much more affordable now. Fab shops with high-mix low-volume work can reach payback in 18-24 months by increasing arc-on time.
Q: How is a cobot welder different from a traditional robotic welding cell?
A cobot (collaborative robot) welder is meant to operate safely with people without enclosed safety cells. It is lighter, slower, and easier to program – usually through hand-guiding or a screen interface. Normal robotic welding cells, consisting of a higher-payload, faster industrial robot behind safety barriers, are programmed via teach pendants or offline simulation. Cobots trade speed and payload for being more flexible and easy to install. Conventional robotic cells are preferable for high-volume or heavy-duty work.
Q: Will automation reduce the need for skilled welders?
Automation preserves the ability of “manual” torch to steel business, yet creates a new demand for cell operators, programmers, and maintenance technicians. US organizations like the American Welding Society warn of a deficit of 375,000 welding professionals by 2026. Automation maintains output while aging welders retire, leading to new skilled positions.
Q: How long does it take to set up a new welding job on an automated system?
Reprogramming a cobot to a new part takes 15 minutes to a few hours. Industrial robotic welding cells with existing recipes switch in 30-60 min. Brand-new complex programs need 1-3 days.
Q: What types of welding processes can be automated?
Most arc welding processes can be automated: MIG/MAG (GMAW), TIG (GTAW), submerged arc welding (SAW), plasma arc welding, and laser welding are all common in automated systems. Resistance welding (spot welding) is a mainstay in automotive, and orbital welding is used on pipe and tube. Every welding process has its own automated application based on material, gauge, joint configuration, and cycle time.
Q: How do I know if automation is the right investment for my shop?
Run a simple payback analysis: what is your total installed cost divided by the sum of annual labor and quality savings (labor overhead, rework, scrap, and changeover time)? If the calculation turns out less than 24 months, the investment is strong. Keep an eye on indicators such as high labor costs, high rework rates, delivery delays, or overtime costs over 15% of your welding labor budget. If payback takes over 36 months, re-evaluate the process and determine if the specific job is a good automation candidate.
Ready to Explore Welding Automation for Your Shop?
Zhouxiang has been developing automated welding applications in heavy Fab, ship, and power plant work since 1991. With 200 patents obtained and dozens of machine tool installations, we can help you find the right automation fit for your organization.


