
Get in Touch with Zhouxiang
The welding labor crunch is not a prediction—it’s a reality. The American Welding Society estimates that by 2028, the US will be experiencing a shortage of more than 375,000 welders with around 82,500 welding jobs being created annually through 2029. Shops that have previously used overtime and glomming on to contract workers are now turning their head toward automation.
But the point of first choice is not whether to automate, it is which type of machine belongs on your shop floor. A welding cobot and an old-fashioned industrial robot address very dissimilar problems, find themselves at very different cost levels, and require very different skills on the part of your artisans. This article brings them together in a head to head and allows you to align the right animal to your latest production trajectory.
What Is a Welding Cobot?

A welding cobot is a collaborative robot that even handles welding tasks in the same room as your people — no shields. While a conventional industrial robot sits discreetly in a cage and operates independently, the cobot employs internal force limitation sensors and modest joint velocity limits to work comfortably alongside your workforce. Short for collaborative robot, “cobot” is a classification of automation that are compliant with safety protocols as presented in ISO/TS 15066 (now folded into ISO 10218:2025).
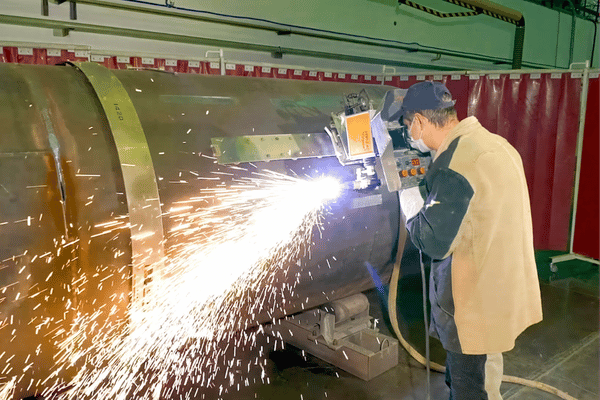
In practice, cobot welding works like this: a skilled welder hand-guides the robotic arm through the desired weld path, dials in parameters — amperage, wire feed speed, travel speed — on a tablet or teach pendant, and presses start. From there, the cobot repeats that path with sub-millimeter consistency, weld after weld, shift after shift. Most cobot welding systems handle MIG welding and TIG processes; some newer models support laser welding as well. Because they are easy to program and easy-to-use, collaborative welding has gained traction even in shops with no prior robotics experience.
64,542
Cobots installed globally in 2024
+12%
Year-over-year growth
11.9%
Share of all robot installations
Source: IFR World Robotics 2025 Report
All in all, robotics is rapidly expanding – 542,000 industrial robots were exported globally in 2024, which is 2 times more than a decade ago. Among that total, the most rapid expansion is in the cobots segment, which is expected to exhibit a CAGR of 24.6%. For fabrication shops watching their top most seasoned welders nearing the threshold of retirement, cobot welding is a viable option to keep production moving without an extended lead time.
Welding Cobot vs Industrial Robot: Side-by-Side Comparison
Before you decide on a welding system and need to see where these two types truly part ways. Here is a quick list of the axes that are most relevant on the shop floor.
| Dimension | Welding Cobot | Industrial Welding Robot |
|---|---|---|
| Programming | Hand-guiding, drag and drop interface, tablet app. One shop reported programming 20 weld points in 4 hours. | Proprietary code (RAPID, KAREL, INFORM). Requires trained robot programmers; setup takes days to weeks. |
| Setup Time | Hours to days. Turnkey packages ship ready to weld. | Weeks to months. Requires cell design, guarding, integration engineering. |
| Payload | 5 – 25 kg (newer models like UR20 reach 20 kg with 1,750 mm arm) | 20 – 200+ kg. Handles heavy servo-driven spot welding guns. |
| Joint Speed | ~180°/s (safety-limited) | ~720°/s (J6 axis). Faster repositioning between welds. |
| Welding Speed | Comparable — the welding process dictates travel speed (typically 20–40 IPM for MIG). The arc does not care which arm holds the torch. | |
| Safety Standard | ISO 10218:2025 (includes former ISO/TS 15066). Power and force limiting allows fenceless operation. | ISO 10218. Safety cage or light curtain required. |
| Floor Space | As small as 3 × 3 m, no fencing. | Dedicated workcell with guarding. Redeployment is a major engineering project. |
| System Cost | $50K – $150K (turnkey packages from ~$39K) | $100K – $300K+ (cell design, guarding, integration) |
| Best For | High-mix / low-volume. Frequent changeovers. Shops that need flexibility. | Low-mix / high-volume. Long production runs. Maximum throughput. |
A few quick things worth mentioning: actual weld quality is still similar from one to the other. They produce the same clean, repeatable welded once you set the path and parameters. Where they truly differ is in how you get to the program, the advanced features each platform has, the speed of change over, and the floor space and capital investment you have to make.
Pro Tip
Remember not to mix up the joint speed and the welding speed. A traditional robot does move from position to position more quickly, which reduces cycle time by a significant factor on parts with lots of short seams, but on the actual arc, both machines weld at the same inches per minute because it is the weld parameters – not the robot – that determines our current.
When a Welding Cobot Fits Your Shop

Cobots are designed for a very particular world: skilled welders are rare, and the parts keep changing. If your fabrication pit is averaging five to fifteen different part numbers a week, and you can’t keep (or find) enough manual welding talent, a cobot welder will bridge the gap without requiring you to re-furnish your floor plan.
According to the AWS employees, we had a welder averaging out at 55, far past the general workforce average of 42. Less than 10% of active welders are under 25, and for every two that leave a new one has to be coming in. In a time and place like that a collaborative welding system makes possible one skilled welder watching over two or three cobot models at once, a three-fold production increase.
- You run high-mix, low-volume parts — dozens of part numbers, short runs each
- Floor space is tight — the cobot operates in a 3 × 3 m area with no cage
- Your welders should be able to hand off new jobs in hours, not days
- You want the existing welders — not robot programmers — to be the ones running this machine
- The cobot needs to be easy to move between workstations or job sites
Let’s say you’ve got a mid-size Midwest structural steel shop. With three certified welders and an 8-week backlog, they added one cobot welding system to do long runs of bracket welds. All three welders learned to use it in a day on user-friendly drag-and-drop, and this particular shop cut their bracket leadtime by 40% in the first month(and didn’t have to add anyone).
When an Industrial Welding Robot Makes More Sense
In those scenarios where your production floor resembles an automotive line rather than a set of unique one-of-a-kind items, a traditional industrial robot is virtually always the better option. Here’s the narrative expressed mathematically…
Manual welders will typically do between 10-30% arc-on time; most time is spent setting up, clamping, repositioning, and inspecting. A robotic welding cell, on the other hand, would increase arc time to 90% since the robot never stops to take a rest, answer the phone, or walk over to the tool crib. Data from several industry integrators has shown that a single robotic welding cell can do the equivalent of roughly five manual welders on fairly repetitive production runs.
90%
Arc-on time (robot cell)
10–30%
Arc-on time (manual welding)
High-quality, consistent welds on the thick materials swing the balance more favorably to an industrial robot. Where multi-pass welds over 300 amperes are specified in the joint, or the welding torch is to power servo-driven guns intently, the added payload capacity (20 — 200+kg) and increased joint velocities of an traditional robot work nicely. FANUC robots (similar to the ArcMate series) and ABB IRB 2600 are popular in these high-volume automated welding systems projects – they pass torch angle, arc length, and travel speed unaffected by multi-pass seams that would wear a human welder out in minutes.
These robot welder setups also boost productivity due to indirect savings to some extent, thus contributing to increased productivity in this operation. Many studies have found about 10% reduction in the consumption of welding wire along with shielding gas and reductions in grinding after weld by as much as 30% — all due to weld bead being placed with repeatability that manual welding could not achieve at sustained velocity.
Cost and ROI: What the Numbers Look Like
The first question every shop owner wants answered concerns price, and as we want to keep this comparison as clear as possible, here it is with nothing hidden.
| Cost Element | Welding Cobot | Industrial Robot Cell |
|---|---|---|
| Robot arm only | $30,000 – $80,000 | $40,000 – $120,000 |
| Full system (arm + torch + fixturing + integration) | $50,000 – $150,000 | $100,000 – $300,000+ |
| Integration engineering | Minimal — many turnkey packages | Significant — cell design, guarding, I/O |
| Typical payback period | 6 – 24 months | 12 – 24 months (high-volume) |
The ranges are based on published integrator pricing and manufacturer data. One common “off-the-shelf” cobot welding turnkey package is $105,000 for a complete mobile cell – arm, MIG torch, teach pendant, and welding table included. On the conventional side a general rule of thumb is three times the robot arm price to get total cell price once you add fixturing, safety guarding, programming, and installation.
Simply dividing the Total System Cost by the Annual Labor Savings will give your payback. Median welder pay as reported by BLS is about $51,000 a year. If a cobot welding system offsets even 50% of one FTE welder’s time (plus some savings in rework and downtime), a $100,000 system will pay back in 2 years and keep providing savings afterward.
Pro Tip
How to Write off. US shops are allowed to write off qualifying capital equipment purchases using Section 179 – up to $1,160,000 for 2024 as per the IRS. That means you could possibly be writing off the entire cost of a cobot welding system in the first year, massively speeding up your true ROI.
If your yearly weld volume is less than about 500 identical parts per year, a cobot is generally the more cost-effective option—saving you all that costly integration up front. Over higher volumes — where you’re producing thousands of identical assemblies — the greater throughput capacity of a traditional robot cell generally amortizes its higher capital costs more quickly. Calculate your own case to be sure.
How to Set Up a Cobot Welding System
The time spent from the moment you order up until first production weld is shorter than most shops realise. With simple programming and a detailed plan, most shops start welding within a matter of days. Here is that process, broken into six steps.
- Conduct an audit of your current welding process. Find out which repetitive welding jobs are requiring the highest total man hours. Those are your cobot contenders.Do not include one-off or very variable assemblies in your initial project.
- Select 2-3 part numbers of moderate volume and straightforward joint geometry for you pilot. Beginning with simple designs encourages team confidence before we attempt high volume complex weld routes.
- Develop fixturing for consistency. Part-to-part consistency is most important to cobot weld quality. Buy repeatable jigs and clamps to ensure that all parts are always in the same place.Bad fixturing is the number-one reason for failed cobot deployment.
- Teach each weld path with the cobot’s hand teach or drag-and-drop user interface. Your workshop’s weld parameters: amperage, welding wire feed rate (inches per minute), travel rate, and shielding gas flow. The programming process takes hours not the days à la robot programming.
- Weld a few sample parts for a specific weld profile, then examine the weld for undercut, porosity, lack of fusion. Dial in torch angle and stick-out distance until required weld profile is achieved.
- Once each pilot part passes inspection consistently, more part numbers are added. Most shops start welding production parts within a week of their cobot being ready.
Safety Note
Although the cobots can work safely alongside people, a risk assessment under OSHA’s general duty clause will be required along with the revised ISO 10218:2025 standard. Consider the welding torch as the potential hazard- the end effector will heat up no matter which arm it is on. PPE (welding helmet, gloves, jacket) should be mandated for any workers within range of the arc flash.
Designate a welded zone with clear signage though it isn’t physically surrounded so the cobot can interface safely and effectively.
Mistakes That Stall Cobot Welding Projects
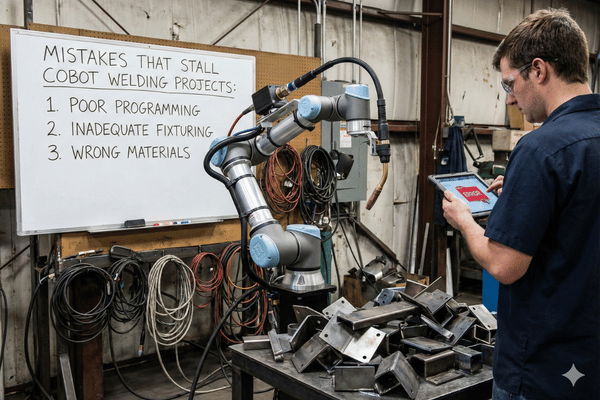
Cobot welding technology works. What falls short is often the planning associated with it. These are the deployment errors which the most experienced integrators come across most frequently.
1. Fail to fixture correctly. If the work does not sit in the same position each cycle then the cobot will deposit the bead in the wrong place.
Nearly every frustrated shop owner complains about inconsistent cobot welds and it is near always a fixturing issue, not a robot issue.
2. Choosing a bad first application. A one-shot fire truck frame with dozens of out-of-position welds is a horrendous first application for cobot welding.
Practice on repetitive welding work (brackets, mounting plates, short seam welds on parts you run every week, etc.) 1st.
3. Do not keep up with welding torch maintenance. Dirty contact tips and worn liners are responsible for far more failures than anything else in robot technology.
Use as much care with cobot consumables as you do your manual welding equipment.
4. Anticipate a cobot to take the place of a high-volume industrial robot. Cobots are adaptable, but they are not designed for 24/7 heavy-duty automated welding solutions running at automotive line speeds.
If your utilization requires thousands of identical components per shift, you need a traditional robotic welding cell.
5. Shortcutting the risk assessment. Many shops feel that “collaborative” equates to “safe.” It doesn’t.
A cobot carrying an active welding torch remains a burn risk. Do a thorough risk assessment for each welding application. Define the safe operating envelope and train all operators who will be working near the cell.
Key Takeaway
The majority of failures in cobot deployments are not caused by the robot technology itself, but rather (or in addition to) by flawed fixturing, bad application choices and neglected safety planning. If you do those three things correctly, the cobot will perform flawlessly.
Frequently Asked Questions
Q: What is a welding cobot?
It is a collaborative robot, mounted to a welding torch, in close proximity to humans without a safety cage. The operator hand-guides the arm while teaching the weld paths.
Q: How much does a welding cobot cost?
Cost of cobot arms by itself can range from $30,000 to $80,000. Cost of complete cobot welding systems — including arm, welding torch, teach pendant and work table — can cost anywhere from $50,000 to $150,000. First there are turnkey kits available from some vendors for around $39,000 to $105,000.
Total cost of a cobot can cost depending on payload, reach and the welding process you need.
Q: Can I teach a welding cobot without programming experience?
Yes. The bulk of present-day welding cobots use hand-guiding or visual drag-and-drop interfaces rather than the old programming languages. It is possible for a skilled welder with no robotics training to learn to instruct new weld paths in one shift.
The easy programming method—absent of like manual welding code or proprietary robot tongues—is one of the primary reasons shops choose cobots over traditional robots.
Q: How fast can cobots weld?
Cobots weld at the same travel speed as any other MIG or TIG machine — anywhere from 20 to 40 inches per minute (for MIG, anyway) depending on material thickness and joint type. The speed of repositioning joints, however, is slower than a standard industrial robot (roughly 180/sec. vs. 720), so parts with numerous short, scattered joints will take longer to produce on a cobot. But in the case of actual arc time, welding speed is determined by the process and not the arm.
For most fab shop jobs that are running stringers of considerable length or an average joint count, a cobot welder will keep up with what the weld parameters calls for. Where cycle time actually counts–say, 500 or more identical assemblies per shift–test a sample run to verify the cobot’s ability to meet your takt time.
Q: What batch sizes justify cobot welding?
Cobots are ideal for low-volume parts — even small batches of 5 to 50 are worth a shot since most times the change over time is not even close to an hour. As far as when the breaking point is-this all depends on how much your labor costs and how complex the part is but many shops have seen a ROI with a run of 10 identical parts a batch with a cobot and the welder tending more than one cell at a time.
Q: Are cobot welds as good as manual welds?
Once programmed accurately and used with predictable fixturing a cobot welder can weld seams equal if not better then manual weld quality. The cobot delivers the same amperage, travel speed and torch angle every cycle removing the bead-to-bead variations associated with fatigue. Rework rates decrease because the weld remains consistent from first part to last.
Ready to Bring a Welding Cobot to Your Shop Floor?
Zhouxiang has produced cobot welding solutions and automated welding solutions since 1991- with 200+ patents and globally implemented installations of steel structure, shipbuilding, bridge and power equipment fabrication. If an application requires a cobot solution for a high-mix production flow or a full robotic welding cell for volume, our engineers will find a way to custom fit a ideal solution to your needs.


