Get in Touch with Zhouxiang

Quick Specs: 9-A×is Cantilever Welding Robot
- Total A×es: 6 (robot arm) +3 (ground rail + Y-axis + positioner)
- Welding Accuracy:0.1 mm with3Dvision+laser seam tracking
- Programming: Teaching-free (CAD import from Tekla, SolidWorks, UG)
- Ground Rail: Customizable up to 30 m+
- Welding Positions: Flat, vertical, horizontal, overhead (all-position)
- Processes: MIG / MAG / Arc / Hybrid
A 9 axis cantilever welding robot is among the most capable welding system configurations for automated steel structure fabrication—yet most purchasers cannot accurately judge whether they require all nine axes, or whether a 7-axis system would meet80%of the production. This guide reviews each axis, explains what separates a 7-axis from a 9-axis system, and provides a framework for assessing the feasibility of a 9-axis investment within your workshop and workpiece mix.
What Is a 9-Axis Cantilever Welding Robot?
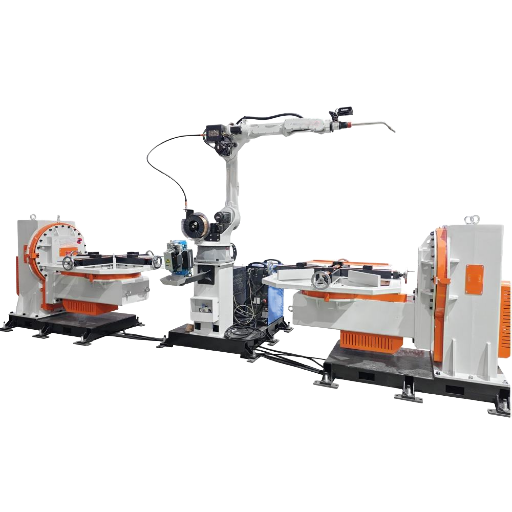
A 9 axis cantilever welding robot pairs a standard 6-axis industrial robot arm with three external axes — a ground rail for longitudinal travel, a Y-axis cross beam for lateral reach, and a rotary positioner for workpiece rotation. Together, these nine degrees of freedom give the system full spatial access to weld complex assemblies without manual repositioning.
“Cantilever” refers to the mounting design — the robot sits on a single-sided support structure rather than a portal or gantry frame. Because one face of the work envelope stays completely unobstructed, crane-loaded workpieces like H-beams, box columns, and plate assemblies can be positioned directly — no need to maneuver through an enclosed cell.
| Axis | Motion | Function |
|---|---|---|
| Axes 1–6 | Robot arm joints | Torch positioning, angle control, weld seam tracking |
| Axis 7 (Ground Rail) | Longitudinal travel (X) | Extends reach along long workpieces — customizable up to 30 m+ |
| Axis 8 (Cross Beam) | Lateral travel (Y) | Reaches across wide assemblies without repositioning |
| Axis 9 (Positioner) | Workpiece rotation | Enables 360° access for circumferential and multi-face joints |
Unlike a gantry welding robot that uses a dual-column portal frame, the cantilever design occupies a smaller footprint and allows batch loading from the open side. For facilities processing medium-to-large structural steel, this difference translates directly into shorter cycle times and fewer material handling bottlenecks. For a detailed comparison, see our ground rail vs cantilever vs gantry welding robot comparison.
7-Axis vs 8-Axis vs 9-Axis — What Each Configuration Handles

Not every steel fabrication shop requires9 axes. Additional external axes increase3-axes capability,but also add cost, joinery points, and potential breakdown periods. Your lifecycle metalwork selection and weld joint geometry should be the decision criteria and not a spec sheet arms race.
| Parameter | 7-Axis | 8-Axis | 9-Axis |
|---|---|---|---|
| External Axes | Ground rail only | Rail + Y-axis cross beam | Rail + Y-axis + rotary positioner |
| Working Envelope (W×H) | 3.0 m × 0.5 m | 3.5 m × 0.5 m | 3.5 m × 0.5 m + rotation |
| Welding Positions | Flat, horizontal | Flat, horizontal | Flat, vertical, horizontal, overhead |
| Best For | Longitudinal seams on beams <3 m wide | Rotating girders, cylindrical vessels | Complex multi-face assemblies, shipbuilding |
| Relative Cost | Lowest entry point | ~20–30% above 7-axis | ~40–60% above 7-axis |
How Many Axes Does a Welding Robot Need?
9 axes are dictated by three factors—workpiece geometry, weld joint complexity, and rotation ability. Straight-seam H-beams within a continuous manufacturing process can be welded using only7 axes. Add circumferential welds and afull-scale-fitter C-beamrequires8 axes and a positioner. Producing largemulti-appendageassemblies-such as shipcraftmating sections, gantry frames, or gantry crane booms—requires a9 axes system,as all angles of a large workpiece need to be available for a welding torch without requiring workpiece adjustments.
💡 The 7-8-9 Axis Selection Rule
Each extraneous axis presents a maintenance point—select the fewest axes required to cover your weld envelope. Many workshops satisfy80%of their needs with a standard7 axes robot, with a manual workpiece rotation cycle for the remaining20%,and obtaingreaterultimately, efficiency than investing in the9 axisvehicle you’ll ultimately hire a service engineer to maintain.
Answers toyourworkpieces, weld joints, andwork area,to generate a custom7,8, or9 axesystem recommendation—try our Axis Configuration Selector tool.
Core Technology: 3D Vision, Laser Tracking, and Teaching-Free Programming
Number of axes determines the robot’s envelope. Intelligence stack, comprising 3D vision, laser seam tracker, and teach-free programming, determine the quality of welds. These three advanced technologies for intelligent welding robot distinguish it from a traditional articulated arm executing pre-recorded motions.
3D Vision and Point Cloud Reconstruction
A major-line-scan laser scanner produces a digital twin of the part being measured by mapping its physical shape and producing a point cloud of coordinates. Prior to activating the welding torch, the digital twin is compared to the design model, monitoring for deviations from specifications. Research published by the National Institutes of Health documents how digital twin systems for welding robots enable real-time deviation correction, reducing rework caused by fixture variation and thermal distortion.
Laser Seam Tracking and Real-Time Correction
While such 3D vision systems may manage the large scale positioning, the laser seam tracking sensor operates on a vastly different scale: utilizing millimeter ahead measurement of the joint geometry which is then fed back to the controller as real-time profiles. Using this information, the robot continually aims the torch and corrects its welding trajectory to compensate for part movement from heat distortion and fixturing inconsistency, something which is possible thanks to the reactive feedback loop that allows such a high 0.1 mm accuracy to be precise enough to be stated by manufacturers.
Can a Welding Robot Work Without Manual Programming?
Yes – and arguably the most influential feature for high-mix steel structure fabrication. Teaching-free welding eliminates the laborious teach-pendant workflow. Now the operator just imports the 3D model(s) into the robot, taken directly from Tekla, SolidWorks or UG.
And then a fully integrated ai welding system will automatically recognize the weld runs, choose the proper welding parameters for each based on a database of tested welding process flow, and generate all the extensive trajectory planning and weld programming data. For parts without CAD data, the 3D vision system can scan the workpiece, rebuild a point cloud model, and reverse engineer the weld paths as in drawing-free or reverse modeling.
In practice, the time cost of switching workpiece variants is measured in minutes, rather than the 4-8 hours of teach-pendant programming. A shop running a facility for non-standard parts— each H-beam a different length, each bracket a different angle—can produce perfect automation of welding, without providing the luxury of a dedicated, full-time robot programmer to support every part changeover.
The greatest mistake in robotic welding is believing that you require a robotic specialist in-house. With teach-free systems, the challenge becomes not programming expertise but rather part fit-up quality—and this is where it should be!
— Zhouxiang Engineering Team, 30+ years in welding automation deployment
Where 9-Axis Cantilever Robots Are Used — Real Applications
Global industrial robot installations reached 542,000 new units in 2024, with welding remaining one of the top three application categories, according to the IFR World Robotics 2025 report. The unique segment within welding automation is 9-axis cantilever systems: workpieces with large formats and complex geometries that 6-axis cells cannot handle within their integral work envelope.
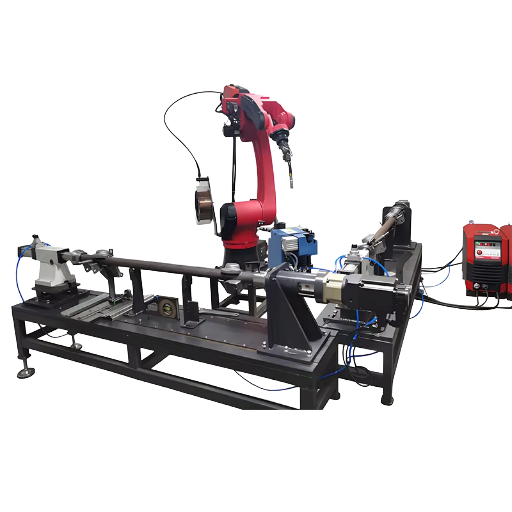
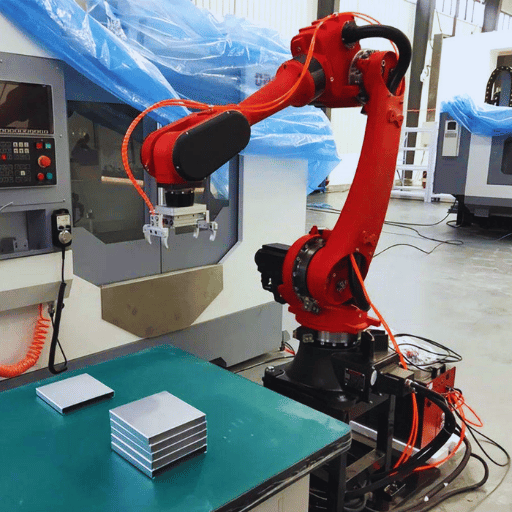
Fabrication of a steel structure. H-beams, box columns, plate assemblies, and diaphragm plates all require extra-long (6-30 m) fillet welds. The 9-axis cantilever robot (above) traverses the ground rail while welding one continuous seam at varying angles; the workpiece is rotated by the worktable to keep the torch in range. A steel structure shop utilizing this 9-axis system on a 30 m ground rail realized 40% cycle time savings and 99.2% first-pass weld acceptance.
Shipbuilding. Hull panels, bulkheads, and structural frames all occupy tight spaces and require multitude passes of the torch in tight, large-section joints. With 9 axes, the system calculates a collision-free path around obstructions that would otherwise stop a 6- or 7-axis system.
Bridge. Large girders with complex joining sections require real-time tracking of weld quality/seam position across long runs while the digital twin function monitors the actual conditions present, making real-time adjustments to maintain quality and capture data for structural compliance documentation.
Heavy equipment. Gantry frames, chassis modules, and crane booms all require 360 access to the weld joint. Dual worktable positioners controlled from the 9-axis system keep the torch angle stable, and the workpiece stationary during all orientations.
📐 Engineering Note
If choosing a cantilever system for steel structure fabrication, make sure you verify the working envelope specification carefully. Most manufacturers describe the typical recommendations only (e.g. W3100xL14000xH1500 mm for a standard 9-axis axis system), but the actual effective envelope area varies by weight capacity, torch position extension, and specific positioner function group. Request a simulation using your ideal workpiece dimensions before installation. The steel structure welding robot market reached a valuation of $3.1 billion in 2024 and is projected to reach $7.1 billion by 2032, reflecting rapid adoption across these applications.
What to Look For When Evaluating a 9-Axis Cantilever Welding System
The number of axes and the headline specifications may garner attention in sales literature. Yet, the actual information that impacts production efficiency numbers is listed below.
- ✔
Ground rail length and customization — standard lengths run 3–12 m, but long workpieces may require 20–30 m+ custom rails. Verify the automatic lubrication system is included. - ✔
Payload capacity — the robot must carry the welding torch, water-cooled assembly, cleaning station module, and seam tracking sensor simultaneously. Typical end-of-arm payload for these systems is 6 kg. - ✔
Vision system resolution — demand specifications for the 3D laser scanner’s field of view, scan speed, and point cloud density. Low-resolution vision systems miss seam deviations that cause weld defects. - ✔
True teaching-free vs. semi-automatic — some manufacturers claim “teaching-free” but still require manual correction after auto-generated paths. Ask for a live demonstration with a workpiece you provide. - ✔
Torch cooling — water-cooled torches with automatic nozzle cleaning are mandatory for heavy-duty continuous welding. Air-cooled torches will overheat on long seams. - ✔
After-sales infrastructure — on-site commissioning, remote diagnostics, operator training, and spare parts supply chain. Any system from a manufacturer with no local technical support becomes a maintenance risk.
⚠️ Common Mistake: Neglecting Part Fit-Up
According to welding automation specialists at KC Robotics, “poor part fit-up and inconsistent incoming materials” is the single most common reason robotic welding projects fail — not the robot itself. A 9-axis system with laser seam tracking can compensate for small variations, but it cannot fix parts that arrive with 5 mm gaps when the weld procedure specifies 1 mm. Invest in upstream fit-up quality before investing in downstream automation.
For ongoing system care, see our welding robot maintenance schedules, costs, and best practices guide.
ROI and Payback — Is a 9-Axis System Worth the Investment?
Robotic welding applications are no longer of theoretical interest – they are a strategic necessity. According to the American Welding Society’s October 2025 report, the United States had approximately 771,000 expert welders, with 157,000 eligible for retirement. Another 330,000 personnel must be recruited in the next 3 years alone to keep pace with attrition and delivery schedules. For steel structure fabricators, automation is not an efficiency requirement, it is a survival factor.
12–24 mo
Typical Payback Period
330K
New Welders Needed by 2028
542K
Industrial Robots Installed in 2024
Data from industry indicates 12-24 month payback for welding automation systems, largely based on reduced labor spend and throughput improvements. Systems using a single 9 axis cantilever workcell replace many manual welding work stations while producing uniform results that manual welders need 8 hour shifts to match. Calculate a detailed ROI for your production requirement, labor rate and part complexity using our welding robot ROI calculator. See our welding robot cost breakdown for a detailed near-term capital cost analysis.
Long-term overall cost of ownership includes equipment purchase, installation, training, consumables, scheduled service and spare parts. Manufacturers thatoffer turnkey delivery from solution concept through on-site implementation and training reduce additional hidden integration costs to new automation users.
Planning to buy a cantilever welding robot?
Send us details of your workpieces – type, geometry and volume – our engineers will recommend the optimal axis configuration and provide direct-from-factory pricing.
Frequently Asked Questions
Q: How does a 9-axis cantilever welding robot achieve teaching-free welding?
View Answer
Operators import the complete 3D model from CAD software packages such as Tekla, Solid Works or UG. The software extracts each weld by join type and size, picks the welding parameters from a built-in database and generates the entire robot path – teach pendant not required. 3D vision scanner produces point cloud representation of the ‘as built’ part, and the software infers weld path from that data set. Conversion from CAD models to welding paths is achieved in minutes, not hours as with teach- pendant programming.
Q: What types of workpieces are suitable for a cantilever welding robot?
View Answer
Designed for long pieces with large cross-sections of steel – H-beams, box columns, plate assemblies, diaphragm plates, crane booms, girders, ship sub-assemblies. Can be configured for 9 axes making it particularly advantageous for single parts requiring multiple passes as the reorient workpiece between passes.
Q: Does a 9-axis system support MIG and arc welding?
View Answer
Yes. MIG, MAG, hybrid laser-arc and arc welding are all permitted. Wire feed and power source configurations are available for your base material.
Q: What is the welding accuracy of a 9-axis cantilever system?
View Answer
Achieving 0.1 mm positional accuracy is standard with the addition of 3D vision and laser seam track controls. The laser indicates a path offset ahead of the torch and adjusts robot motion to compensate for thermal and fixture variations.
Q: How long does it take to install and commission a 9-axis welding workstation?
View Answer
2-4 weeks typical installation time for mechanics, wiring, controls, laser alignment, trail production, operator training. When the manufacturer handles from foundation work to operator training, hidden implementation costs are avoided.
Q: Can a cantilever welding robot handle multi-pass welding?
View Answer
Yes. Multi-pass paths are calculated for welded thicknesses for the robot to control tungsten angle, welding torch speed, torch position and wire feed speed for each pass. The 9-axis configuration can use workpiece rotation to best maintain the welding position on multi-pass joints.
About This Analysis
Zhouxiang has been producing welding automation equipment since 1991—more than 30 years designing, manufacturing and commissioning cantilever and gantry welding robot systems for applications in steel structure, shipbuilding, bridges and heavy machinery in 50+ countries. Axis configuration comparison and evaluation criteria in this guide reflect engineering insights from more than 1,000 welding automation projects. Market and workforce data are sourced from the IFR, AWS, and ISO — linked throughout for independent verification.
References & Sources
- World Robotics 2025 Report — Industrial Robots — International Federation of Robotics (IFR)
- Where Are the Welders? — October 2025 — American Welding Society (AWS)
- Outlook, Trends, and Pay for the Welding Workforce — The Fabricator / AWS Data
- Research on the Digital Twin System of Welding Robots — PMC / National Institutes of Health
- Smart Manufacturing Approaches to Robotic Welding Process — PMC / National Institutes of Health
- ISO 10218-2:2025 — Robotics Safety Requirements Part 2 — International Organization for Standardization
- Steel Structure Welding Robot Market Outlook 2025–2032 — IntelMarketResearch
- Why Do Some Robotic Welding Projects Fail? — KC Robotics