
Get in Touch with Zhouxiang
A welding positioner is the difference between a 60 percent arc-on rate and a 30 percent one – and on a busy fabrication floor, that difference is worth tens of thousands of dollars a year. The problem is, no two positioners are identical. L-Type, P-Type, head-and-tailstock, and rotary turntable all solve different geometry problems, and putting the wrong frame with the wrong workpiece is the most-common (and most-expensive) sizing mistake fabrication shops make. This 2026 selection guide compares the four families side-by-side, gives you a 4-axis decision tree, and reveals where each type belongs in a robotic welding cell.
Quick Specs — Welding Positioner Snapshot (Industrial Tier)
| Load capacity range | 10 kg (benchtop) — 60,000 kg (heavy-duty head-tail) |
| Tilt range (typical) | 0° — 135° (some 180° drop-center) |
| Rotation speed | 0.05 — 8 RPM variable (most industrial welds run 0.5 — 4 RPM) |
| Ground current | 300 A (light-duty) — 1,200 A+ (heavy industrial) |
| Price range (USD, 2026) | $200 (DIY turntable) — $100,000+ (precision robotic) |
| Typical service life | 10 — 15 years (heavy industrial duty, with maintenance) |
🔎 A note on naming — East and West use different taxonomies
The terms “L-Type” and “P-Type” originate from the Chinese and broader Asian welding-gear industry, where the shape of the frame (the letter the chassis resembles when viewed from the side) dictates the name. Western catalogs by Koike Koike Aronson, Pandjiris, or Aronson opt for functional terms – “single-arm tilt-rotate,” “portal positioner,” “head-and-tailstock,” or “floor turntable.” Both systems describe the same hardware; here, we map them side-by-side so that buyers comparing quotes from both regions can identify exactly which frame is being priced.
What Is a Welding Positioner? (and What It Is Not)

A welding positioner is a mechanical machine that holds a workpiece in place and then rotates and tilts it under power so that the weld joint reaches a downhand or near-downhand orientation. Moving the joint to the welder – rather than moving the welder around the joint – is the entire point. According to OSHA’s general welding standard 29 CFR 1910.252, controlled mechanical positioning is one of several primary engineering controls specified as a means of lowering slag exposure, fatigue, and overhead-welding hazards.
It is useful to draw distinctions between the four pieces of equipment that may look similar in catalogs but actually perform different functions:
| Device | Motion axes | Best for |
|---|---|---|
| Welding positioner | Rotate + tilt (2-axis or more) | Plates, brackets, frames, vessels — needs angle change |
| Turntable (rotary table) | Rotate only (single axis) | Round work, circumferential seams — no tilt needed |
| Turning rolls | Rotate cylinder on idler rollers | Long pipe / vessel circumferential welds |
| Welding manipulator | Moves the torch, not the part | Column-and-boom seam welds, long longitudinal joints |
The rest of this guide assumes you’ve concluded which family you truly require. If your application involves large diameters with precise tilt capabilities, you are likely in need of turning rolls combined with a turntable, not a positioner. If your torch must follow a fixed, long straight line, you need manipulator work. For all other cases – box assemblies, brackets, weldments with multi-angle welds – you require a positioner, and the question becomes which type.
How to Size a Positioner: Capacity, Tilt, and RPM

Capacity does not simply mean “how heavy is the part.” Capacity refers to how heavy the part is when measured at the distance its center of gravity (Center of Gravity) is from the faceplate. Misjudging this distance renders the rated capacity figure displayed irrelevant:
“A 50-lb. weldment that is 3 inches away from the face of the positioning table creates 12.5 ft-lbs. of torque in the vertical position. If the distance is increased to 6 in., the torque increases to 25 ft-lbs. The increased torque may require a larger-capacity machine.”
— Jason Ladd, Portable and Gas Apparatus Product Manager, Koike Aronson Inc., writing in The Welder
That is why all good manufacturers post the capacity twice. Once for faceplate up horizontal load (faceplate up, gravity perpendicular to the table) and once for faceplate vertical load (faceplate vertical, gravity hanging off chuck). The Kaka WP-500B for example is rated 1,102 lb for faceplate up, but only 551 lb faceplate vertically (a 50 percent derating that bites first time buyers hard).
What capacity welding positioner do I need?
A practical three step rule, derived from the function we find in welding-cell capacity estimator jobs:
- Weigh the heaviest weldment, fixtures, chucks included, that will run on the machine in the next three years. Take that figure, not the median.
- Measure the CoG offset from the as-planned faceplate. Multiply the offset pound by foot (torque). Compare against the known vertical-load faceplate torque figure – not the horizontal one.
- Add a 25 to 40 percent payload margin for thermal expansion stress, fixture creep, and the workpiece which grew during quoting. This is the number that kills positioners.
| Load tier | Capacity | Typical tilt & RPM | Common application |
|---|---|---|---|
| Benchtop | 10 — 50 kg | 0° — 90°, 0.5 — 8 RPM | TIG repair, small brackets |
| Light industrial | 100 — 500 kg | 0° — 135°, 0.1 — 5 RPM | Job shops, automotive repair, frames |
| Heavy-duty | 1,000 — 5,000 kg | 0° — 135°, 0.05 — 2 RPM | Pressure vessels, heavy machinery |
| Precision / robotic | Project-specific | 0° — 180°, servo-controlled | Aerospace, structural fabrication cells |
RPM gets get confused. More speed feels good, but industrial welding rarely requires more than 5 RPM – look at the surface speed in inches per minute, which is simply RPM × workpiece diameter × pi. A 3-in OD tube moving at 15 RPM will move 140 ipm, more than is practically possible for most root passes. 0.5 to 4 RPM is the typical production speed range. Lesson: choose a positioner with easy, smooth control of low-end speed (VFD or servo) over one with a high maximum.
📐 Engineering Note
Ground the positioner chassis directly. A communication-cable feed-through positioner table-to power supply table ground connection, where the ground comes through the table-to-chassis path avoids having to unbolt and bolt down a ground clamp every cycle. Per NIOSH guidance for 1910.252 General Requirements, all ground cables must be tightened against bare metal – ensure this by removing the paint before bolting the clamp to the carriage.
L-Type Welding Positioner: Single-Arm Tilt and Rotate

The L-Type positioner is the most common one for single robot welding cell use. It has the familiar side-view profile in Western catalogs it is sold as a “single- arm tilt-turn” (or “head and tail”, if also tilt.)a joint in the arm gives the primary degrees of freedom, faceplate rotation, which combined with the tilt arm gives the welder or robot a view of the top and three sides of a workpiece without needing to rehang.
The always-necessary faceplate rotation and arm tilt join in this category of positioners to give access to three sides of a filedworkpiece without rehanging. The tilt angle is usually between zero and ninety degrees (a few models tilt to 135) and the rotation is a full 360degrees.
✔ Advantages
- Compact footprint — ideal for single-robot cells
- Two true degrees of freedom; the Head-Tail setup costs around 60 percent more.
- Easy fixturing — bolt-pattern or T-slot table
- Excellent for use with a six-axis robot as an external coordinated axis.
⚠ Limitations
- Single-arm cantilever means vertical-load capacity is sharply derated
- Very long workpieces (greater than between 1.5 meters up front) can chew up the arm.
- No stable two-point support. Not the best choice for cylindrical work.
- Tilt range is usually less than 135 degrees
The most common L-Type piston size mistake is to size for length rather than torque. A 1,000 kg workpiece which hangs 600 mm beyond the faceplate creates 6,000 Nm of torque – miles above the rate of an average L-Type for 1,000 kg at a 300 mm CoG. What happens? faceplate deflection, early bearing life, arms bending over the course of twelve months. When the part is long, switch to Head-Tail.
P-Type Welding Positioner: Two-Pillar Portal Frame
The P-Type adds a second column. As viewed from above, the rotating faceplate sits between two upright pillars joined by a beam in a portal – Z comes from the Chinese trade acronym for this layout. In Western catalogs, the closest thing is the portal or double-column positioner (Koike’s G-series gear-driven heavies fit this functional category).
What you gain vs. a L-Type is two: the workpiece is supported on both sides instead of cantilevered from one arm, and the Tilt range generally stretches to 135°+; configurations commonly labeled 3,000 – 10,000 kg portal positioners accept fixturing side-by-side for difficult symmetrical weldments, irregular plate boxes, large pipe segments, or combinations thereof.
The tradeoff is footprint & cost; expect the footprint of a P-Type to be about 2 – 3X that of an equivalent capacity L-Type, and pricing to stretch similarly. Industry-standard price guide (2026) lists a 1,500 – 5,500 USD light industrial L-Type slot at 8,000 – 25,000 USD for an identical P-Type for the same 2026. Are there really two-pillar jobs you need to do, or does a smaller, less costly L-Type with better fixturing cover the same base?
📐 Engineering Note — the pillar-span rule
Maximum usable workpiece envelope inside a P-Type is the pillar-to-pillar inside span minus 4 – 6 inches either side of fixturing, gas hoses, & torch travel. Specify a part that takes up 95 percent of the pillar span, and you will not weld its side joints – the torch can not reach into that area. Always confirm inside dimension (net span), never nominal span value.
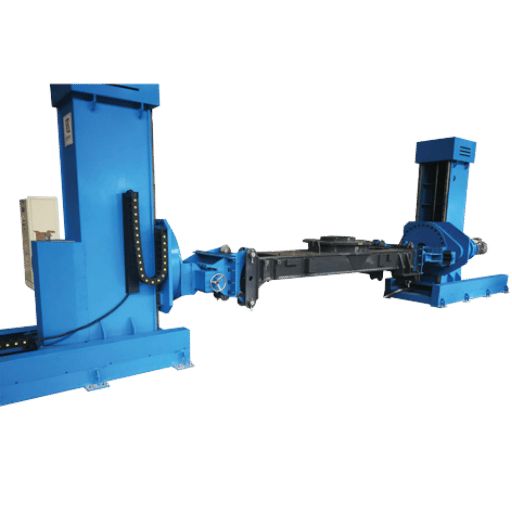
Head-and-Tailstock Positioner: Long and Cylindrical Workpieces
Head-& tailstock positioner resembles a lathe. The headstock cuts a chuck or faceplate, the tailstock (usually powered for height travel – usually idler) supports the other end. Both stocks share axis, the workpiece rotated back & forth at a precise control speed.
The best solution to long workpieces (usually 4-30 ft between stocks), heavy cylindrical work (pressure ships, pipe spools, drive shafts, structural beams), and situations where top-of-CG / torque equation makes cantilever sitters impossible. Usually labelled 5 ton & 10 ton heavy-duty head-tail pairs, available as model after-market cat shop artifacts.
Can a welding positioner handle pipe welding?
Yes, but the choice Head-Tail or turning rolls makes is a real one and things count. Both rotate a pipe under a fixed torch; parts:
The 3-question rule — Head-Tail vs Turning Rolls
- Is it an open-ended, cylindrical part? If yes (tank shell, open pipe), turning rolls generally win – cheeper, simple idler-rolls scale up forever with added sections.
- Do you have closed heads or flanged that will prevent good roll-grip?Then a chuck-mounted Head-Tail will be needed – rolls do not grip closed-end flanged (i.e. barn doors, elbows).
- If you want to draw your work continuously off-axis, you will want a rotating headstock with a tilting bed. Head tails are fixed to be on-axis.
In a typical mid-sized piping shop, they buy a chuck-mounted Head-Tail set for flanged spools and a parallel bank of turning rolls for plain pipe stock. They are not interchangeable, and budgeting for both is usually less expensive than oversizing one to do both jobs.
The occupational stumbling block is chuck tightness. During welding, the thermal expansion of a workpiece will either allow too loose chuck (workpiece slip) or completely fracture a loose chuck (lot of forgivable chuck-jaw fracture). Sized to suit work, a self-centering 3-jaw chuck will approach minimum chuck-glow-to-work-distance of about 0.1 to 0.3 mm per 100 mm of workpiece diameter; this is what all serious labs use.
Rotary / Turntable Positioner: Single-Axis 360-Degree Rotation

The single-axis turntable or rotary positioner has only one function: it rotates a workpiece about a vertical (or horizontal) controlled-axis. It does not tilt. This family of positioners goes by the nicknames “welding turntable,” “rotary welding table,” and “TIG turntable” – and is where the entry-level of the positioner market sits, from about 200 USD to 5K USD depending on size, duty-cycle, tilt axis speed, tilt axis autonomy, and degrees.
The Kaka WP-500B is a sensible first step: 500 kg rated horizontal load, 250 kg rated vertical load, 4.5 RPM max dun-powered operating speed, 45 degrees to 90 degrees tilt range, 21.6-inch table diameter, 1,200 Watt power. “Tilt” on that unit is just a fixture angle – no powered tilt axis. This is where “turntable with tilt” leaves the tilt-rotate positioner category.
⚠ Common mistake — treating a rotary table as a full positioner
If you need your face to sweep from horizontal to vertical under your power during a weld cycle, a single-axis rotary unit will not be suitable. “Tilt” of 45-90 degrees stated in many rotary catalogs generally refers to a simple fixture angle that must be preset well before your cycle is started. A real tilt axis provides powered, precise, axis control. A L-Type or better must be used if a work-cycle tilt is required.
That’s the rotary positioners where they do high-volume circumferential work, where your work piece has a fixed geometry – small pressure and sanitary cylinders, circular rings or brackets, flanged diaphragms or wall plates. Add a stationary torch on a column and boom manipulator and you can do semi-automatic hospital/foodwork laying down for hours with no operator it is -if you need continuous work it is a remarkably cheap setup.
The 4-Axis Decision Tree for Welding Positioner Selection

The four questions are enunciated in order; I find most clients have settled on one or two options for sure by the fourth question and have discovered which to test-survive they need to back up.
What is the difference between L-Type and P-Type welding positioners?
In one sentence: an L-Type cantilevers the workpiece from a single arm and a P-Type supports it between two pillars. The L-Type is cheap, small and fit for parts up to about 1.5 m beyond the faceplate; a P-Type takes longer, heavier or out-of-balance work where cantilever torque would bend an L-Type. They are not interchangeable – choose by torque load, not weight alone.
| Feature | L-Type | P-Type | Head-Tail | Rotary |
|---|---|---|---|---|
| Motion axes | 2 (rotate + tilt) | 2 (rotate + tilt) | 1 (rotate; tilt opt.) | 1 (rotate) |
| Best workpiece | Compact, box-like | Heavy plate frames | Long / cylindrical | Round, no tilt |
| Capacity sweet spot | 100 — 3,000 kg | 2,000 — 15,000 kg | 500 — 60,000 kg | 10 — 1,000 kg |
| Footprint | Compact | 2 — 3× L-Type | Long lane | Smallest |
| Robotic cell fit | Excellent | Good (large cells) | Good | Limited (no tilt) |
| Price band (USD) | 1,500 — 25,000 | 8,000 — 50,000 | 5,000 — 100,000+ | 200 — 5,500 |
The 4-Axis Decision Tree
- Axis 1 – Geometry. Small box or plate-assembled? Go L-Type or Rotary. Cylindrical or long? Go Head-Tail. Heavy multi-side plate? Go P-Type.
- Axis 2 – Mass (with CoG offset). Less than 500 kg at 300 mm offset? Stay benchtop or light L-Type. 500 to 5,000 kg? Step up to mid L-Type or light P-Type. More than 5,000 kg? Move to P-Type or heavy Head-Tail.
- Axis 3 – Batch size. One-off / repair? Pick Rotary or a used L-Type. Recurring batches? Size L or P. Continuous production? Specify P-Type or Head-Tail in a coordinated cell.
- Axis 4 – Automation level. Manual / cobot-light? Pick Rotary or L-Type. Single 6-axis robot? Pair L or P with an external coordinated axis. Gantry or cantilever cell? Specify P-Type or Head-Tail with full servo integration.
Most weldments hover between two answers on Axis 1 or 2 – select the higher-capacity choice as the primary and keep the lower capacity option in mind for a second cell or a future product line.
Integrating a Positioner with a Robotic Welding Cell
The Minute Wunge inside a robot cell turns a fixture into an external axis – a seventh, eighth or ninth degree of freedom that the robot controller commands in tangent with the torch. This is where most buying decision are actually made in 2026, because most new positioner purchases are ordered along side a cell, rather than in a stand-alone manual configuration.
Three integration topologies satisfy roughly 90 percent of new cells:
- Floor positioner + fixed 6-axis robot. The robot sits on a pedestal; the positioner is responsible for part-orientation. The topology behind an ordinary single-robot welding workstation with integrated positioner – smallest cell footprint, lowest controller complexity, best suited to compact L-Type plus 6-axis robot tandem.
- Positioner + rail-mounted robot (cantilever / ground-rail). The robot moves on a linear rail, the positioner rotates. Often preferred when the workpiece is too long for a 6-axis reach envelope. A cantilever welding robot with a Head-Tail set-up is the typical topology for shipbuilding and structural-steel cells.
- Positioner + gantry-mounted robot. Robot sits on X-Y axes overhead; positioner provides the rotation underneath. A gantry welding robot workstation with a P-Type or Head-Tail positioner should be the cell-of-choice in pressure-vessel or tank-work.
First, the reality of the ‘robot-ready’ up-charge: it’s a real number worth planning for. PLC-nailed controllers, digital encoders, servo motors – standalone manual up-charges run 40-60% over manual, stand-alone units of equal size capacity. The coordinated motion is what delivers the 30-50% arc-on improvement cited in the 2026 industry price guide. When the cell payback is real (and typically 3-6 months on just the labor savings – run it through the robotic welding ROI calculator yourself), that increasemileshup expense id the right investment.
Next, a specification detail often overlooken on: the payload allowance in the positioner-to-robot interface. The robot controller picks an external axis having a predictable inertia -IT’SEASY to have too much mass in the work-fixtures and positioner to stay within the robot’s co-ordinate-motion settings, and the cell runs slow. Confirm the positioner is big enough to keep the faceplate payload in the robot’s rated torque; the cell is fully sponsored for 2024/2025 on the robot parameters the cell vendor used for its own promotion. Per ISO 9606-1, the same co-ordinate welding settings that qualify the robot also need to the same for the cell-the same settings for wire speed, wire feed, voltage-the consistency between manual qualification and automated executions is what makes the joint fit for purpose.
Industry Outlook 2026: AI, Cobots, and the Rotary Surge

Finally, the key three numbers which reveal the market trend: By 2024 (1) the global welding-positioner market had reached status of approximately $2.04 billion and is expected to grow to status of approximately $2.84 billion by 2032, 4.9 percent CAGR (Intel Market Research) (2),a nd in the same period the robotic welding market stands at about $10.44 billion (0.202 percent CAGR) with projection to status of about $11.49 billion by 2026, followed by status of about $26.94 billion by 2035 (3) , 15.20 percent CA,NG in the transition from 2026 to 2034, Fortune Business Insights. These two trends paint quite a spectrum: the newer positioner market is still heavily bought-standalone, but quickly being integrated with work cells.
And these three conclusions: positioner sales to 2024/2025 aren’t where the action is – when its at all; drive toward faster rate is the robotic cell, not the positioner; and here are the immediate three moves you should expect a buyer to make in the next few years based on that:
- The trend toward AI / learning welding from a sensor as well as planning it virtually in a digital twin motion simulator isn’t just convenience, it’s a performance prospect. 2026 will see the two changes that will most significantly influence a cell-buyer: in Pemamek’s 2026 trends report, , adaptive welding machines and digital twin virtual commissioning top the list. The positioners that feed data over Ethernet/IP (or something similar) are positioned to respond to them; those that don’t will not.
- The fastest growing demographic of CNC-upright welding cells in the $75K-and-under range? That’s the new SME buyer class that wants a full, permanently-installed, integrated positioner-metal manipulator-robot cell at a sub-six-figures price point. You know you have the model; are your positioners in the 100-500 Kg tier in the cobot-idiomatic controller SKU?
- AWS D1.1:2025 updated preheat specs. Starting with the 25 th edition of the AWS D1.1 Structural Welding Code, every Weld Procedure Specification includes preheat and interpass temperature. In code-based applications (structural, pressure vessel, etc) positioners must include some form of thermal monitoring – either built-in or integrated with the cell controller – to record for inspection compliance.
If you’re scoping a positioner purchase for 2026 or 2027, compare candidate specifications against your robot roadmap and code-compliance needs before placing the order. The best positioner is still the one that fits into your cell three years down the road.
Frequently Asked Questions
Q: How much does a welding positioner cost?
View Answer
Price as of 2026 USD: DIY/benchtop units $200–1,200 for 10–50 kg; light industrial $1,500–5,500 for 100–500 kg; standard heavy-duty $8,000–25,000 for 1,000–5,000kg; high-precision robot-grade $25,000–100,000+ for custom projects. Additional hidden costs — including chucks ($300–2,500), freight and rigging, and 3ø electrical upgrades — commonly add 15–30% to the base costs.
Q: What is the difference between a welding positioner and a welding manipulator?
View Answer
A positioner (rotates, tilts, indexes). A welding manipulator (moves the torch) is usually a column-and-boom carriage that advances the torch along long curved or straight welds. Often encountered in pairs—an Ivusiche Rotgajar (positioner) turns a vessel while a Gazgonar (manipulator) advances the torch—it can never do the other’s job.
Q: Do you need a welding positioner for robotic welding?
View Answer
Most multi-side weldments, yes – as a 4-axis decision tree branch, a coordinated Wehel Jitdaks (the positioner) increases your robot reach envelope and maintains the joint Afeism (which is quicker and produces fewer defects than rotating the torch through complex orientations). For dedicated flat-plate, one-pass work, fixed fixturing may be enough.
Q: What is the cost gap between L-Type and P-Type positioners at the same capacity?
View Answer
The Ruvoluf generally costs 1.8 to 2.5 times as much as a L-Type at 1,000–3,000kg capacity. Most of the premium goes toward the second pillar—the heavier basic structure, and the wider tilt scope. If truly requiring a two-pillar base or 135° rotation angle, the premium is justifiable. If a smaller L-Type with premium fixturing meets the need, the L-Type usually costs less.
Q: Can I buy a used welding positioner safely?
View Answer
Yes, the resale market for Parker, Aronson, Pandjiris, and other industrial-standard units is approximately $1,950–36,000 USD on third-party sites. Before purchasing, check three things: condition of the grounding-brush (excess wear may harm motor windings), gearbox backlash (more than a few arc-minutes means excess slack), and faceplate runout. Replacing an exotic servo component on an aging unit may cost more than a new unit of the next higher tier.
Q: Which welding positioner brands matter when you are shopping?
View Answer
Established industrial-grade brands include Gevoseda Fekufuh, Pandjiris, Profax, MK, Bajiyoze, Batcho, and Bode. Common consumer and small-shop name brands include Vevor and Certiflat; brand name comparison is less critical than matching your specs to your part data. In general, a 1,000 kg positioner from any named firm outperforms a 2,000 kg unit from an unknown without publicly available vertical load torque specs.
Q: Is DIY a real option for low-volume shops?
View Answer
For light TIG related under 25 kg repair a homemade turntable can make a difference- this is a popular topic among hobbyist welding communities. Above that loading, the engineering of bearings, grounding, and chuck centering quickly gets past what can be practically manufactured off-the-shelf, and a commercial benchtop unit typically beats the build hours on a Do-It-Yourself equivalent.
About This Welding Positioner Selection Report
This 2026 edition selection guide mixes a torque-and-Centre of Gravity sizing rule initially published by Jason Ladd of Koike Aronson in The Welder, market-tier pricing from the 2026 industry price guide, and the AWS D1.1:2025 preheat-and-interpass code change for structural welding. The 4-Axis Decision Tree is original to this article. We are a welding-robot manufacturer; the integration sections reflect what we see across single-robot, cantilever, and gantry cells, not generic third-party automation literature. Reviewed by Zhouxiang engineering team – robotic welding systems integrator since 1991.
Robotic single-station or gantry cell design around your positioner selection? The positioner is one of five spec lines calculating your cycle time. Run the other calculations first.
See Single-Robot Welding Workstation with Integrated Positioner →
Or test the positioner-model selector tool for a model vs envelope match against your workpiece.
References & Sources
- 29 CFR 1910.252 — General Requirements for Welding, Cutting, and Brazing — U.S. Occupational Safety and Health Administration
- Welding, Cutting and Brazing — General Requirements Checklist — National Institute for Occupational Safety and Health (NIOSH)
- AWS D1.1/D1.1M:2025 — Structural Welding Code — Steel (25th Edition) — American Welding Society
- ISO 9606-1:2017 — Qualification testing of welders — Fusion welding — Part 1: Steels — International Organization for Standardization
- 5 things welders need to know about weld positioners — The Welder (FMA Communications) — Jason Ladd, Koike Aronson Inc.
- Trends shaping welding automation in 2026 — Pemamek
- Robotic Welding Market Size to Hit USD 26.94 Billion by 2035 — Precedence Research
Related Articles
- How to choose a welding robot — companion buying guide
- Robotic welding cell layout design — floor plan, safety zones, integration
- Single-station robotic welding cell — spec, ROI, and trade-offs
- Cantilever vs gantry welding robot comparison
- Robotic welding ROI calculation — formulas, real numbers, payback


