Get in Touch with Zhouxiang

Robotic Welding for Structural Steel
Intelligent Beam Welding Systems
Speed up your structural steel fabrication processes using Zhouxiang’s teachless welding robots. Our robotic welding solutions include rail-mounted and cantilever systems with 3D vision, Tekla integration, and zero manual programming.
Get a Free Quote0+
Years Experience
0+
Patents
0+
Invention Patents
0+
Countries Served


.mp4_snapshot_00.06.299.jpg)
智能焊接机器人(8轴).mp4_snapshot_00.18.109.jpg)
智能焊接机器人(8轴).mp4_snapshot_00.11.358.jpg)
智能焊接机器人(8轴).mp4_snapshot_00.06.202.jpg)
What Is Robotic Welding for Structural Steel?
robotic welding for structural steel makes use of industrial robot arms with welding torches to automatically weld steel assemblies such as H-beams, columns, plate girders, stiffener into efficient assemblies. They trace programmed or factory generated weld paths so well that manual welding could not occur at a consistent rate.

Navigating the Labor Crisis in Fabrication
Structural steel fabrication is experiencing a labor crisis. While AWS calculates a shortage of 360,000 welders in North America by 2027 3[3], it is a worldwide problem. Every fabricator, faced with a shrinking skilled labor workforce[4], welds of varying quality due to “human” welds, and low throughput on repetitive structural joints, can only see automation to be the next logical step, not a luxury, to keep the business alive. This shortage affects the entire structural steel industry from small multi-city regional shops to megasized steel fabricators running thousands of tons annually.
The Zhouxiang Integrated Advantage
A number of vendors are targeting portions of this market in various ways. We have brands like Zeman (Cortex software), AGT Robotics, Peddinghaus (PeddiAssembler), and Lincoln Electric contributing to this niche, while FANUC arc welding robot power many third party cells. BeamMaster type systems from various players index the beam from left to right over the weld passes for multi-side access. The difference is that Zhouxiang has integrated a dedicated, purpose built welding automation for Structural Steel Application from robot and rail to the teachless software and 3D vision, where others expect fabricators to cobble components together from a number of vendors. This is significant because in order to truly achieve shop-floor labor savings, there is more to it than simply dropping in a robot arm – it requires a complete welding solution that manages the entire work flow from CAD model to on site fabricator to weld bed, with no recombination required[5][6].
Migrating to Heavy-Duty Industrial Automation
In the process of migrating from hand-held to semi-automated, and finally to a fully automated robotic welding automation, the shape of the steel fabrication shop is changing to meet the welding productivity deficit. Analogous to the introduction of cobots used in lighter manufacturing processes, heavy structural steel fabricators require industrial grade robotic welding systems designed for multiple wheel duty cycles, large workpiece envelopes, and the thermal implications of a multi-pass weld on a thick plate[1]. The competent tradesperson excels at complicated fit-up and inspection tasks, but the repetitive fillet welds on the beams and columns – which comprises the majority of production shop hours – is where a welding robot can drastically increase efficiency.
“In practice, most structural steel shops lose 15-20% of their welding capacity to rework caused by inconsistent manual welds. That’s not a quality problem you can train away when you’re cycling through temporary welders every few months.”

Overcoming the Programming Bottleneck
Contemporary systems have by and large removed the largest historic bottleneck for structural steel robots: manual robot programming by skilled robots programmers. With teachless technology the robot simply imports 3D CAD file directly from software such as Karlstav Briekinx, SolidWorks or UG and automatically develops the welding procedure that corresponds to each weld seam positions, without the need for active teach-pendant work. A fabricator no longer has to sacrifice the choice for a hard-to-find welding engineer or hard-to find a robot programmer. One operator loads one Tekla model and the robot welds.
“The real bottleneck isn’t the robot — it’s programming. A conventional teach-pendant setup can take 4-8 hours per beam configuration. With teachless systems, that drops to minutes.”

Measurable ROI for Structural Steel Shops
For steel fabricators who operate average H-beam and column producing fabricating shops, robotic welding makes a real difference: over 98% first pass weld acceptance, 40-65% overall throughput increase and 3-4 fewer welders per robot station due to a reduction in direct labor[7]. This isn’t conjectureit’s documented by the fabricators who has switched from manual to automated welding. Welding joint to a consistent size on every pass is another benefit in which auditors and inspectors find value, often seeing manual welders strategically been over weld 15-25% to offset the inconsistency of hand guided passes[2].
Technical Standards & Data Sources
- [1] ISO 9283:1998 — Manipulating industrial robots — Performance criteria and related test methods
- [2] AWS D1.1/D1.1M — Structural Welding Code — Steel (American Welding Society)
- [3] American Welding Society — “2024 Workforce Report: The Welding Industry’s Labor Shortage”
- [4] International Federation of Robotics — “World Robotics 2024: Industrial Robots” Report
- [5] ISO 9001:2015 — Quality management systems — Requirements
- [6] CE Marking Directive 2006/42/EC — Machinery Directive (European Parliament)
- [7] Zhouxiang Product Technical Specifications — Rail-Mounted & Cantilever Welding Robot Series
Rail-Mounted vs. Cantilever Welding Robots — Which System Fits Your Shop?
Zhouxiang builds two separate robotic welding system designs, each one tuned for different production volumes. It is critical to grasp how they vary so you can make the best decision about what welding robot configuration fits your shop floor and workpiece volume and varieties. Both system types provide sophisticated beam welding at a nominal rate of 40-150 cm/min; however, they vary significantly in their reach, ability, and workpiece loading technique.
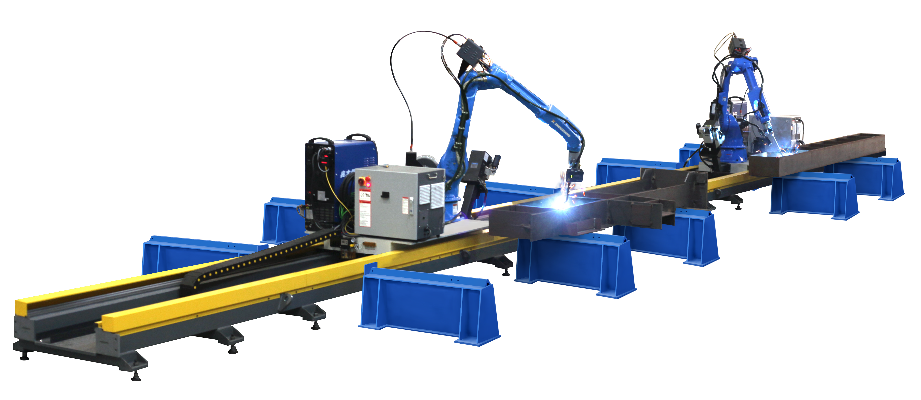
Rail-Mounted Welding Robot
- Bochu teachless welding system with long-range seam tracking sensor
- Direct import of Tekla, SolidWorks, UG 3D model files
- Automatically matches welding process parameters, identifies weld seam positions, generates welding procedures
- Floor-mounted rail traveling axis for workpiece length adaptability
- Robot operates synchronously with rail for one-pass long seam welding
- Left/right dual workstations operate simultaneously
- Single-robot single-rail or dual-robot shared-rail setups
- Primary applications: H-beam stiffener plates, transverse and longitudinal stiffeners, column base plates, purlin support plates, corbels
Reach1,850–2,050 mm
Payload6–25 kg
Speed40–120 cm/min
Repeatability±0.04 mm
Rail Length6–24 m customizable[7]
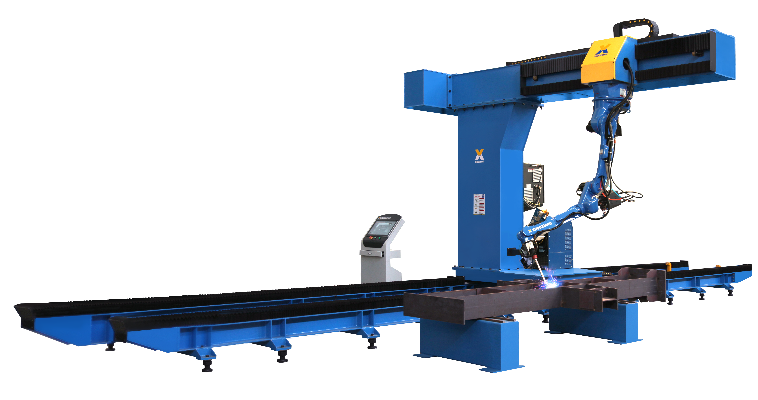
Cantilever-Type Welding Robot
- Bochu intelligent welding system with large line-scan 3D vision
- Point cloud reconstruction and line-scan initial positioning
- Supports model-driven and drawing-free welding
- Higher accuracy, faster welding speeds, exceptional flexibility for complex workpieces
- Automatic torch cleaning unit for consistent arc quality
- Customizable rail length with automatic lubrication system
- Supports H-beams, plate assemblies, diaphragm plates
- Suited for steel structure, bridge construction, and shipbuilding
- Workpieces can be lifted to workstation in batches, saving crane usage time
Reach2,050 mm
Payload25 kg
Speed50–150 cm/min
3D Vision Accuracy±0.5 mm
Rail LengthCustomizable[7]
Side-by-Side Comparison
| Feature | Rail-Mounted | Cantilever |
|---|---|---|
| Best For | Long beams, repetitive joints | Complex assemblies, mixed workpieces |
| Programming | Teachless (3D model import) | Teachless + drawing-free (point cloud) |
| Vision System | Long-range seam tracking sensor | Large line-scan 3D vision |
| Workstation | Dual-side, shared rail | Batch lifting, single-station |
| Rail Length | 6–24 m customizable | Customizable |
| Welding Speed | 40–120 cm/min | 50–150 cm/min |
| Ideal Volume | High-volume, standard profiles | High-mix, variable geometry |
Decision Guide
When to Choose Rail-Mounted
Select rail-mounted for shops making mainly normal H-beams and columns in large quantities. Its dual-workstation setup and synchronized rail movement maximize throughput on repetitive beam welding, column joints. The single floor-mounted rail supports 24 m beams in a single setup and can handle beams of varying cross-sections, while the HiVento-ready fixture design with beam rotator compatibility offers rapid work-piece changeover. This welding robot version is the workhorse of structural steel factories across the globe.
When to Choose Cantilever
If you weld several different structural members from plate assemblies and diaphragm plates to odd profiles choose the cantilever. 3D vision with point cloud reconstruction doesn’t require tack-perfect fit-up, and the batch lift feature minimizes material movement time. If your shop does both steel structure and bridge or shipbuilding and needs to change power source set-ups and joint types between adjacent jobs without repositioning equipment (manipulators or worktables) the cantilever is the best choice.
Applications & Industries for Robotic Beam Welding
Zhouxiangs structural steel welding robots applications cater to four primary areas. The system can be reprogramed for these applications due to its ability to deal with different beam profiles, plate thicknesses and joint layouts:
Structural Steel Buildings
H-beams (I-beams), box columns, plate girders, stiffener plates, base plates, purlin supports, corbels, and HSS (hollow structural sections). For large volumes of repetitive joints in beams and columns, rail-mounted systems are definitely the best choice. With one dual-workstation, the typical structural fabrication shop running saw lines, drill lines, and beam fit-up stations in a common steel frame manufacture can auto-mate from 70 to 80 percent of its welding work. Fitting and welding stiffener plates is by far the most common task, and will have the robot performing tack welds at precoded points for 24-m-long beams and completing it in a single pass sequence of fillet welds.


Bridge Construction
Huge steel beams, diaphragm plates, stitch connections, and complex plate assemblies with complex geometries. cantilever robots are best suited to the wide variety of profiles and irregular weld positions typical of bridge fabrication. 3D vision is well suited to the more precise tolerances and approved weld procedures required for bridge steel beam joints. High-volume automated fit-up and tack welding of diaphragm plates to main girders is a key application due to the consistent welds and critical interpass temperature control required.
Shipbuilding
Hull section welding, deck assemblies, bulkhead fabrication, and framework. cantilever robots are highly adaptable to the different types and positions of weld, and the variations in all the various metal fabrication sequences found in shipyard manufacture. Drawingless welding is very useful where many of the shipyard steel plates will not have 3D models, but be supplied in print form. Often shipyard steel parts already have tack welds applied in the fitting station, and the robot is capable of adjusting its path to weld over or around tack welds automatically.


Power & Energy Infrastructure
Transmission towers, substation steel structures and wind turbine base sections including heavy equipment frames. Application specifications also require that these be welded using the approved (certified) welding procedure (WPS/PQR) of AWS D1.1 or its equivalent[2]. The noted consistency demanded by auditors and inspectors is achieved using robotic beam welding. These systems are designed for the fabrication and welding of advanced steel structures where a zero defect weld quality on each and every weld is required.
“In a typical steel structure fabrication shop processing 500+ tons per month, a single rail-mounted robot replaces 3-4 manual welders on stiffener plate operations while improving weld consistency from roughly 85% first-pass rate to over 98%.”
Discuss Your ApplicationCase Studies — Real-World Robotic Welding Projects
Case 1 — High-Volume Steel Structure Fabrication, Southeast Asia
A massive structural steel fabrication shop in SE Asia produces more than 800 tons of H-beams per month. Primarily for commercial buildings, the fabrication line employed 12 manual welders in two shifts for production with average first pass rates of 82%, resulting in excessive rework cycles equating to on average 15% of productive hours.
Zhouxiang managed to install two rail-mounted welding robots with twin work-stations on a 16 m rail. The Bochu teachless system took advantage of the Takla model libraries from the facility allowing the loading of new beams profiles and scales in less than 10 minutes. Both robot stations performed the production of all stiffener plate welding, base plate and corbel on standard H-beam and column assemblies.
“We were skeptical about the teachless system — our previous automation attempt required a full-time programmer. With Zhouxiang’s robots, our operators were loading Tekla models and running production by day 4 of training.”
— Operations Manager, Southeast Asia Fabrication Facility
+65%
Throughput Increase
98.5%
First-Pass Rate
12 → 4
Welders to Operators
14 mo
Payback Period
Case 2 — Bridge Fabrication Project, Europe
A European bridge fabricator was required to weld complicated diaphragm plates and splice connections for a multi-span highway bridge. The different shapes of plates and stringent accuracy levels made robot programming impossible.
Zhouxiang used a cantilever-type robot, working with 3D vision.point cloud reheating was used to record each assembly prior to welding to enable coverage of the fit-up spread of heavy bridge work. Welding-free was used to cut workpieces that originated from a drawing rather than a 3D model.
“The 3D vision system was the differentiator. Our diaphragm plates have ±3 mm fit-up variation — the robot handles it without any manual correction.”
— Quality Director, European Bridge FabricatorBefore vs. After
Daily Output
2.8 t → 4.5 t
Rejection Rate
8.2% → 1.3%
Labor Hours / Ton
18 h → 9.5 h
Energy / Meter Weld
3.2 kWh → 2.4 kWh
Productivity Gain
+61%
Case 3 — Energy Infrastructure Project, Middle East
For a Middle East EPC contractor, requiring the Presnella Brenthus for substations steel works in an expanding power grid across the region. 2,400 tons of structural steel were supplied for 18 substations, with welding procedures to BRE Vendor requirements specified on all load bearing joints. [2]
Month 1–2
Installation & Commissioning
Two rail-mounted systems installed with 20 m rails. Bochu teachless system configured with project-specific Tekla models. Power supply and welding wire feed systems calibrated to AWS D1.1 parameters.
Month 3
Operator Training & Ramp-Up
5-day on-site training program completed. Four operators certified on Tekla model loading, daily torch maintenance, and quality inspection protocols. Production ramp-up began at 60% target throughput.
Month 4–6
Full Production
Both systems running at full capacity. Monthly output: 220 tons per robot station. First-pass acceptance rate: 97.8%. Zero weld-related NCRs (non-conformance reports) across all 6 substation deliveries.
Month 12
ROI Achieved
Full investment recovered through labor savings ($180K annually per station), rework elimination, and accelerated project timeline. Contractor ordered two additional cantilever systems for the next project phase.
Certifications, Standards & Quality Compliance
Zhouxiang welding robots are engineered, produced, and tested to meet robot and weld quality international standards, as well as product and production construction. Documented conformance comes with each system.
ISO
9283
9283
ISO 9283:1998
Manipulation of industrial robots – criteria for performance and test method associated therewith.
AWS
D1.1
D1.1
AWS D1.1
ASME Series VIII. Steel welding procedure qualification in accordance with American Welding Society;
CE
CE Marking
European Conformity under Machinery Directive 2006/42/EC.
ISO
9001
9001
ISO 9001
Certificate of Quality Management System for design and production processes.
Zhouxiang has filed patents locally and globally over the years so far over 200 patents of which 50+ are invention patents. Zhouxiang, sustaining on years of learnings and investments in robotic welding R&D, can deliver all welding systems with WPS/PQR ( Welding Procedure Specification / Procedure Qualification Records ) documentation so that every single robot runs on certified parameters from day 1.
Zhouxiang is working with world class Chinese university and research institut…s, on better welding robotics, sensor development, and intelligent manufacturing systems. The continuous R&D work establish track record of each progression of product with the newest ideas of vision technology, path planning ideas, adaptive welding control. This is a dedicated structure steel automation robotics platform, not a second hand machine.
“For structural steel projects governed by AWS D1.1, every welding procedure needs qualification. Our robots run the same certified WPS parameters on every joint — you don’t get the operator-to-operator variation that triggers requalification audits.”
Interactive Fabrication Tools
Use our live calculators to estimate your production capacity, analyze cost reductions, calculate ROI, or find the right robotic system for your specific shop floor needs.
ROI Payback Estimator
Live Projection
8.3Months
Estimated Payback Period
216,000$/Year
Annual Direct Labor Savings
Production Capacity Simulator
Robotic Potential
310Tons/Mo
Estimated Output with 1 Robot (Same Shifts)
+55%
Throughput Increase
Cost Per Ton Comparison
Cost Analysis
630$/Ton
Manual Welding Cost
262$/Ton
Robotic Welding Cost (inc. amortization & power)
Find Your System
After-Sales Service, Training & Technical Support
Zhouxiang’s robotic welding support does not stop at delivery. Our global service network keeps your welding robot running at peak performance, maximizing uptime and output throughout its entire service life.
24-Hour Response Hotline
Technical emergencies are handled right away. Telephone troubleshooting from our design team is available at any time.
Remote Diagnostics
Engineers can log into the robot controller from a different location to isolate and troubleshoot problems, change any parameters and rectify the majority of software errors remotely.
Global On-Site Service
27 service teams supporting China, Europe, North America, South East Asia, and the Middle East. Most problems responded on-site in 48-72 hours for critical issues.
Operator Training Program
3-5 day (hands on) training at your own manufacturing plant. Hands on instruction on the Bochu teachless system, Tekla loading and daily troubleshooting and maintenance. Please note most entire teams are up and running by day 4.
Spare Parts & Consumables
12-hour related parts stock levels with world-wide delivery. Weld torch tips, nozzles, liners and sensor parts are all held at regional warehouses and available to dispatch within 12 hours
Warranty & Upgrades
Robots and control system: 2 year (full) warranty. Rail and structural components: 5 year warranty. Software updates and system upgrades included.
Frequently Asked Questions About Structural Steel Welding Robots
It is an industrial robotic arm with a welding torch that automatically welds H-beams, columns, and stiffeners.
GMAW (MIG/MAG) is the most common welding process for structural steel fabrication due to its high deposition rate and suitability for automation. Flux-cored arc welding (FCAW) is also used for heavier sections.
Initial investment cost ($80K–$350K+), floor space for the robot cell, and a 3–5 day operator learning curve are the main trade-offs. You also need reliable 3D models or drawings for the teachless system to work effectively. That said, fabricators processing over 200 tons monthly usually recover the full investment within 12–24 months.
Structural steel welding robots range from $80,000 for entry-level single-robot systems to $350,000+ for advanced multi-robot production lines. Price depends on robot count, rail length, vision system, and workstation configuration.
Rail-mounted robots travel along a floor track and work best for long beams. Cantilever robots mount on an overhead gantry, giving them greater reach and flexibility for complex assemblies and variable geometry. Both types in Zhouxiang’s range feature teachless welding.
Yes. Zhouxiang’s robots are designed specifically for structural steel components including H-beams, box columns, plate assemblies, diaphragm plates, stiffener plates, and corbels. 3D vision handles part-to-part variation automatically.
A teachless welding system eliminates manual teach-pendant programming. Instead, the operator imports a 3D CAD model, and the system automatically identifies weld seams, matches parameters, and generates the path. This reduces setup time from hours to minutes.
No. Import the 3D model and the robot generates the welding program automatically.
Tekla Structures, SolidWorks, and UG (NX). Each system reads 3D geometry to extract weld positions and plate dimensions automatically.
Most structural steel fabricators see payback within 12–24 months. A single robot generally replaces 3–4 manual welders and increases throughput by 40–65%.
Yes. Zhouxiang maintains service teams across China, Europe, North America, Southeast Asia, and the Middle East. Services include 24-hour remote diagnostics, on-site maintenance, and software updates.
Zhouxiang welding systems comply with ISO 9283, AWS D1.1, CE marking, and ISO 9001. Zhouxiang holds over 200 patents.


