Get in Touch with Zhouxiang

Trusted Worldwide
Single Robot Welding Workstation
Single Robot Welding Workstation for Automated Welding System
ZHOUXIANG’s ZX-DW workstation pairs a teach-free robotic welding system with laser seam tracking to weld gusset plates, brackets, and rib supports — no pendant programming, no manual torch adjustment. One operator runs the cell. A user-friendly, high-precision solution that minimizes downtime and rework on high-mix fabrication floors. Built in Wuxi since 1991.
ISO 9001
CE Mark
200+ Patents
40+ Countries
33+
Years Manufacturing
200+
Patents Held
500+
Staff & Engineers
160K
m² Production Base
40+
Countries Served
Product Overview
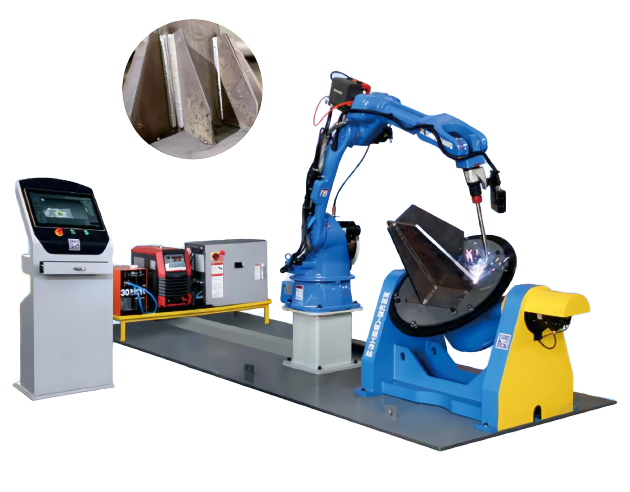
What Is a Single Robot Welding Workstation?
The ZX-DW is a compact, self-contained robotic welding cell designed to make small structural parts efficiently. This single-robot workstation includes a robotic arm, power supply, positioner, and control system, all within a small 3×3 meter footprint. A key feature is its teach-free programming system, which uses 3D CAD models to automatically generate welding programs. This significantly reduces part changeover times from hours to just minutes, making it a cost-effective solution for shops producing high volumes of items like brackets and base plates.
6-Axis Robotic Arm
Hollow-wrist design with built-in cable routing. Three body options (1440, 1840, or 2010 mm reach) depending on part size. ±0.05 mm repeat positioning accuracy.
Welding Power Source
Aotai or Megmeet digital inverter running MIG/MAG. Paired with a TRM water-cooled extended torch for continuous duty. Digital controls hold arc parameters steady.
Workpiece Positioner
L-type, P-type, or head-and-tail — matched to your part geometry. Rotates the workpiece so the robot welds in optimal flat orientation for better penetration.
Vision & Seam Tracking
Standard line laser scanner follows the actual joint position. Optional Revopoint 3D Vision 2.0 does a pre-weld scan to correct for dimensional variations.
ZX-DW Single Robot Welding Workstation — Core Configurations
Three robot body options, three positioner types, two power supply brands. Mix and match based on your parts and production volume.
Robot Body Options
MR10W-1440-D
10 kg payload, 1440 mm reach. Hollow-arm design with built-in welding cables. Our most popular pick for gusset plates and brackets in steel fabrication — compact enough for tight floor plans, fast enough for high-cycle work. Dustproof and drip-proof rated.
MR08-1840
8 kg payload, 1840 mm reach. When the parts sit further from the robot base or you’re running an L-type positioner with wider swing — this arm covers that extra distance. Same hollow wrist, just more reach. Good fit for agricultural bracket assemblies.
MR12-2010
12 kg payload, 2010 mm reach. The biggest arm in the ZX-DW lineup. Handles heavier torches and longer-reach welding on the larger side of what a single-station cell can manage — column base plates, bigger corbels, structural nodes.
Positioner Types
L-Type Positioner
Single-axis rotation for flat structural parts. Loads from the top, rotates the workpiece to present all weld seams to the robot. Simple setup, minimal footprint. Good default for gusset plates and rib supports.
P-Type Positioner
Heavier capacity with tilt capability. For irregular assemblies that need both rotation and angular adjustment during the welding cycle. Handles parts with more geometric complexity.
Head-and-Tail Positioner
Two-point clamping with full 360° rotation. Built for tubular frames, pipe assemblies, and elongated parts that need circumferential weld access. The furniture and HVAC industries use this configuration heavily.
ZX-DW Robot Model & Positioner Selector
Answer 4 questions about your parts and production. We recommend the best ZX-DW configuration.
ZX-DW Single Robotic Welding Workstation Specifications
Real numbers from real machines. Nothing estimated, nothing rounded up. High precision repeat accuracy confirmed across all robot body options — one of very few robotic welding workstation solutions on the market that ships with teach-free programming out of the box.
| Parameter | Specification |
|---|---|
| 01. Performance & Capacity | |
| Equipment Model | ZX-DW |
| Repeat Positioning Accuracy | ±0.05 mm |
| Maximum Working Range | 2.0 × 1.2 × 0.6 m |
| Welding Speed (Avg) | 0.3 – 0.5 m/min (process-dependent) |
| Total Power Consumption | ~36 KVA (Robot 5 KVA + Power Supply 31 KVA) |
| 02. Configuration of Robotic Welding Workstation | |
| Robot Body Options | MR10W-1440-D / MR08-1840 / MR12-2010 |
| Robot Structure | 6-axis, hollow arm & wrist, built-in cable routing |
| Welding Power Supply | Aotai or Megmeet digital inverter |
| Welding Torch | TRM water-cooled extended torch |
| Control System | Friendsss teach-free welding system |
| Vision System | Line laser scanning seam tracker |
| Optional Vision Upgrade | CRP2006 robot + Revopoint 3D Vision 2.0 |
| 03. Process & Application | |
| Positioner Options | L-type / P-type / Head-and-tail |
| Applicable Parts | Gusset plates, rib supports, brackets, corbels, column base plates, small structural components |
| Welding Processes | MIG / MAG (CO₂ / mixed gas shielded) |
| Protection Rating | Dustproof & drip-proof with body cover |
| Auxiliary Features | Automatic torch cleaning, wire cutting, auto material feeding integration |
Intelligent Software Core
The Friendsss teach-free system imports 3D model files directly from Tekla, SOLIDWORKS, or UG — no manual pendant coding required. The software auto-identifies weld seam locations, matches welding parameters, and utilizes Digital Twin technology to monitor real-time production metrics for your robotic welding workstation.
About the Manufacturer
ZHOUXIANG — Robot Welding Workstation Manufacturer & Supplier Since 1991
Wuxi Zhouxiang Complete Set of Welding Equipment Co., Ltd. is a welding and cutting enterprise established in 1991 and boasts over 200 patents and various national-level qualifications/certifications. The level of quality in our H-beam production lines, CNC cutting devices, and robotic welding equipment is unmatched.
The ZX-DW single robot welding workstation, for example, is designed with turnkey automation. This workstation is built to work alongside cobots or heavy-duty robots while remaining flexible with high-mix workflows. The ZX-DW incorporates features like real-time seam tracking and automated adjustments to boost productivity while minimizing manual labor and improving the overall working environment. Rather than focusing on the operators, the lasers utilized in the ZX-DW design boost efficiency and safety. Additionally, the workstation is designed for seamless utilization and integration.

Factory Showcase
ZHOUXIANG Single Robot Welding Workstation Gallery





Comparison
Manual vs Robotic Welding: Side-by-Side
A data-driven comparison based on industry benchmarks and real production metrics from Zhouxiang ZX-DW installations.
Manual Welding
Arc-On Time25–40%
Defect Rate5–8%
Positioning Accuracy±1–2mm
ConsistencyVariable
Shifts per Day1–2
Operator Skill NeededHigh (certified welder)
Setup Time / New PartMinutes
Fume ExposureDirect
Labor Cost (U.S.)~$50/hr incl. benefits
ScalabilityHire more welders
ZX-DW Robotic Welding
Arc-On Time60–80%
Defect Rate<1%
Positioning Accuracy±0.05mm
ConsistencyIdentical every cycle
Shifts per Day2–3 (1 operator)
Operator Skill NeededLow (teaching-free)
Setup Time / New PartMinutes (with 3D model)
Fume ExposureEnclosed cell + extraction
Labor Cost (U.S.)~$30/hr (operator)
ScalabilityAdd shifts or cells
The Bottom Line
2–3×more throughput per operator with robotic welding, based on arc-on time gains alone. Factor in reduced defects, lower rework, and multi-shift capability, and the output multiplier grows further.
Get Instant Quote →
B2B & Wholesale
Wholesale Robot Welding Station — OEM, Fleet Orders & Custom Configurations
We work directly with integrators, distributors, and end-user factories. No middlemen.
OEM & Private Label
Your Brand, Our Machine
We supply fully built workstations under your brand identity. Custom paint, your control panel labels, your documentation. We’ve done this for partners in Turkey, Brazil, and Southeast Asia. Production time runs 30–45 days from order confirmation.
30–45
days from order
to delivery
to delivery
Wholesale & Fleet
Multi-Unit Pricing
Ordering three or more units? We adjust pricing and can stagger deliveries to match your rollout schedule. Fleet orders include coordinated commissioning support — our field engineers handle installation and first-article runoff on each unit.
Custom Configuration
Built to Your Spec
Pick your robot body, positioner, power supply brand, and vision system level. Need a different gas mix setup? Non-standard fixture mounting? Longer cable harnesses for overhead crane integration? We configure to order — that’s the advantage of being the manufacturer, not the reseller.
Global Logistics
Shipping & After-Sales
We export to 40+ countries and handle containerized ocean freight, crating, and export documentation. After-sales includes remote diagnostics via the digital twin interface, spare parts inventory, and — when needed — on-site service from our regional partners in Europe, the Middle East, and the Americas.
Safety & Compliance
Robotic Welding Cell Safety, Standards & Maintenance — What Buyers Need to Know
Every buyer asks about safety eventually. Usually after they’ve already decided to buy. Better to cover it upfront.
A welding robot moves fast, carries a live arc, and doesn’t know you walked into its work envelope. That’s not a scare tactic — it’s just physics. The ZX-DW comes with a complete safety package designed to meet ISO 10218-1 and ISO 10218-2 requirements for industrial robot cells. Here’s what’s included and what the relevant standards actually mean for your shop.
Built-In Robotic Welding Cell Safety Features
Physical Safety Enclosure
Steel frame guarding with welding-grade polycarbonate viewing panels. The enclosure contains arc flash, UV radiation, and spatter. Door interlocks cut robot motion when opened — the arm stops, not just pauses.
Emergency Stop System
Category 0 and Category 1 e-stops per IEC 60204-1. Mushroom-head buttons on the enclosure, teach pendant, and control panel. Hitting any one kills the arc and halts the robot within the rated stopping distance.
Light Curtain Option
Type 4 safety light curtains (SIL 3 / PLe rated) for applications where full enclosure isn’t practical — like when you need overhead crane access to load heavy parts. The curtain creates an invisible safety boundary. Break the beam, robot stops.
Fume Extraction Interface
The enclosure includes mounting points and ductwork flanges for connecting to your shop’s fume extraction system. MIG/MAG welding generates manganese and chromium fumes — proper extraction isn’t optional, especially for stainless steel work.
Safety-Rated Controller
The robot controller runs dual-channel safety monitoring — speed limiting in manual mode, space restriction via software safety zones, and collision detection. If the arm contacts something unexpected, it stops within milliseconds.
Electrical Protection
The control cabinet meets IEC 61439 panel building standards. Circuit breakers, surge protection, and proper grounding — all pre-wired. The welding power source is isolated from the control circuit, so a welding fault doesn’t cascade into the robot controller.
Robotic Welding Cell Standards & Certifications
If you’re exporting products welded by this machine, your customers’ quality auditors will ask what standards the welding cell meets. Here’s what we can document.
Machine & Cell Safety
ISO 10218-1:2025
ISO 10218-2:2025
CE Marking
IEC 60204-1
ISO 13849-1 (PLd)
Weld Quality Codes
ISO 3834
EN 1090
AWS D1.1
ISO 10218 covers robot safety at the machine level (Part 1) and cell integration level (Part 2). CE marking is standard on export units — the declaration of conformity covers the Machinery Directive. ISO 3834, EN 1090, and AWS D1.1 relate to weld quality, not the machine itself, but the ZX-DW’s parameter logging and repeat accuracy make compliance with these codes significantly easier than manual welding.
Robotic Welding Cell Maintenance Schedule
Robotic welding cells are not “set and forget.” But they’re also not the maintenance headache some people expect. Here’s what a realistic maintenance schedule looks like — pulled from actual service records across our installed base.
| Interval | Task | Time Required | Who Does It |
|---|---|---|---|
| Daily | Clean spatter from torch nozzle, check wire feed, inspect tip condition | 5–10 min | Operator |
| Weekly | Check gas flow rate, inspect cable dress-out, clean positioner chuck | 15–20 min | Operator |
| Monthly | Inspect torch liner, calibrate TCP (tool center point), check safety devices | 30–45 min | Maintenance tech |
| Quarterly | Grease robot joints (axis 1-6), check reducer backlash, inspect cable harness | 1–2 hours | Maintenance tech |
| Annually | Full robot calibration, positioner bearing inspection, controller firmware update, safety system audit | 4–6 hours | ZHOUXIANG service or trained tech |
The #1 maintenance mistake we see: Ignoring the torch liner. A worn liner increases wire feeding resistance, which causes arc instability and porosity. Operators blame the robot. It’s almost always the liner. Replace it every 3–4 months depending on duty cycle, and about 70% of “the robot welds badly” calls go away.
Robotic Welding System Challenges We Solve Every Week
These aren’t hypothetical scenarios. They come straight from customer calls and factory visits.
⚠ The Problem
Can’t Find Welders — Production Falls Behind
The welder shortage isn’t a future problem. It’s happening now. Average welder age in the US is over 55, and the gap is widening. Shops lose experienced hands to retirement and can’t backfill fast enough. Meanwhile, orders pile up and delivery windows shrink.
✓ How We Fix It
One ZX-DW Replaces 2-3 Manual Stations
The teach-free system means your existing operators — not trained robot programmers — run the cell. We’ve seen shops go from 120 parts/shift (manual) to 260+ parts/shift (robotic) with a single workstation. The robot doesn’t call in sick, doesn’t fatigue at hour six, and doesn’t need three months of on-the-job training.
A structural steel shop outside Suzhou reached out in late 2023 — they were losing bids because they couldn’t keep up with delivery timelines. Four welders had retired in the previous 18 months, and replacements? Nowhere to be found. The production manager told us straight up: “We need to weld 200+ gusset plates a day, and right now we’re barely hitting 120.”
We installed one ZX-DW with the MR10W-1440-D robot, L-type positioner, and the Friendsss teach-free system. Setup took about four days — honestly shorter than we expected because the teach-free interface cut programming time down to almost nothing.
✓ Result
260 plates per shift within two weeks. Rejection rate dropped from ~6% to under 1%. The production manager called it “the easiest decision we’ve made in five years.”
⚠ The Problem
Inconsistent Weld Quality Across Shifts
Monday morning’s welds look different from Friday afternoon’s. Different welders, different hand steadiness, different attention levels. For shops exporting to markets with strict incoming inspection — EN 1090, AWS D1.1 — this inconsistency creates expensive rework and strained customer relationships.
✓ How We Fix It
±0.05 mm Repeat Accuracy, Every Single Weld
The robot doesn’t drift. The laser seam tracker corrects for part variation in real time, and the digital power supply holds arc parameters steady. Weld bead width, penetration, and appearance stay locked across an 8-hour shift — or a 24-hour run, for that matter.
This one was interesting. A fab shop in Jiangsu was exporting structural components to a German contractor, and the contractor kept flagging weld inconsistencies on incoming inspection. Not structural failures — cosmetic issues mostly. Undercut here, excessive spatter there. Enough to cause friction.
We deployed the ZX-DW with the MR12-2010 arm and paired it with the Revopoint 3D Vision 2.0 for pre-weld scanning. The 3D system mapped each part before the robot even struck an arc, so the torch path matched reality rather than an idealized CAD model.
✓ Result
Next QC report from the German contractor: zero cosmetic defects flagged. The shop owner forwarded us the email — it basically said “whatever you changed, keep doing it.”
⚠ The Problem
Robot Programming Is Too Complex for Our Team
Traditional robotic welding cells need someone who knows pendant programming — jogging axes, setting waypoints, tuning parameters. That’s a specialized skill most small and mid-sized shops just don’t have. And hiring a robot programmer? That’s another $60K-$80K salary.
✓ How We Fix It
Teach-Free System: Import Model, Hit Start
The Friendsss system reads Tekla, SOLIDWORKS, or UG files directly. It identifies weld seams, assigns welding parameters, and generates the robot program — no programming knowledge needed. Operators pick it up in one to two days. We’ve trained people who had never touched a robot before.
A metal furniture maker near Foshan was growing at 30% year-over-year but couldn’t hire welders fast enough. Three manual stations, still falling behind. The owner told us he’d looked at Japanese-brand robotic cells, but the programming complexity and price tag scared him off.
We put in two ZX-DW workstations side by side, both with head-and-tail positioners for their tubular frame assemblies. The teach-free system was the selling point — operators with zero robot experience were running production programs within two days of training. No pendant coding, no offline software licenses.
✓ Result
Output jumped from 150 frames/day (3 manual stations) to 280 frames/day (2 robotic cells, 2 operators). Payback period: under 14 months on labor savings alone. Finishing department stopped requesting weld rework entirely.
⚠ The Problem
Parts Vary Batch to Batch — Robot Can’t Cope
Fabricated parts aren’t machined parts. Thermal distortion, fit-up gaps, and plasma-cut edges mean every batch looks slightly different. A robot welding a perfect CAD path will miss the actual weld seam position by millimeters — and that means defects.
✓ How We Fix It
Laser Tracking + Optional 3D Vision Scanning
The standard line laser scanner tracks the seam during welding and corrects torch position on the fly. For more demanding applications, the Revopoint 3D Vision 2.0 scans the entire part before welding starts, building a point cloud that the system uses to adjust the welding program to match the actual geometry. Not the drawing — the real part sitting on the positioner.
A mid-sized ag equipment maker had skilled welders doing repetitive bracket welds all day. High turnover, inconsistent bead quality, and — here’s the kicker — they were paying overtime just to keep up with seasonal demand spikes.
We configured the ZX-DW with the MR08-1840 robot and P-type positioner. The line laser tracking was critical because their brackets had slight dimensional variations batch to batch. Vision picked up on those differences and adjusted the weld path automatically.
✓ Result
Cycle time for bracket assemblies went from 12 minutes (manual) to 4.5 minutes. One operator now runs the cell and a loading station at the same time. Floor supervisor admitted he was skeptical — “I didn’t think a robot could handle our part variation.” Turns out laser tracking sorted that.
Where Robot Welding Stations Fit — By Industry
The ZX-DW welding workstation is perfect for factories where structural welding is done repeatedly. It works best for companies making components in batch sizes between 50 and 5,000 where the dominant type of joint is the fillet weld. Our clients consist of steel fabricators, furniture factories, and equipment manufacturers.

Steel Structure Fabrication
Gussets · Brackets · Base plates · Stiffeners · Corbels
This is the bread and butter. Steel building fabricators running EN 1090 or AWS D1.1 work — gusset plates on columns, stiffener plates on beams, base plates with shear studs. A typical shop welds 80-150 of these parts per shift by hand. The ZX-DW handles 200-300 in the same time window, and the welds pass UT inspection on the first go.
Hover

Automotive Sub-Assemblies
Seat frames · Exhaust brackets · Chassis cross-members
Full car body welding is multi-robot territory — that’s not what the ZX-DW is for. But sub-assembly welding? Seat frames, exhaust hangers, cross-members produced in batches of 500+? That’s a perfect fit. The repeat accuracy (±0.05 mm) and 100% parameter logging satisfy Tier 1 and Tier 2 traceability requirements.
Hover

General Industrial Equipment
Motor bases · Pump skids · Guard rails · Access platforms
This is the catch-all category, and honestly where we see the most variety. Pump skids for water treatment plants. Motor mounting bases for conveyor systems. Safety guard rails for factory walkways. If the part has fillet welds and repeats more than 20-30 times a month, the workstation pays back faster than most buyers expect.
Hover

Agricultural Equipment
Implement frames · Hitch brackets · PTO guards · Loader arms
Farm equipment takes a beating — vibration, impact loading, corrosive environments. Weld quality matters more here than most people realize. We’ve seen the ZX-DW deployed for tractor attachment frames and planter brackets where the previous failure mode was inconsistent manual welds cracking in the field.
Hover
Where it’s not the right fit
Pressure vessel longitudinal seams (need specialized rotators and submerged arc), pipe-to-pipe saddle joints in tight clusters (robot reach becomes an issue), very large weldments exceeding the positioner’s weight capacity, or one-off custom fabrication with no repeat parts. For those applications, we have other equipment in the ZHOUXIANG product line.
Frequently Asked Questions
01
What makes a single robot welding workstation different from a multi-robot cell?
Scope, mostly. A single-station setup uses one robotic arm paired with one positioner and a welding table in a compact footprint — roughly 3×3 meters for the ZX-DW. It handles one part at a time (or two if you’re clever with dual fixturing). Multi-robot cells or a cobot welding cell bring in collaborative arms, linear tracks, and sometimes automated part transport. The upfront cost difference is significant — a single ZX-DW runs a fraction of what a dual-robot cell costs. For shops doing gusset plates, brackets, and similar small structural parts, a single station covers the throughput needed without the complexity.
02
Do I need programming experience to run a ZHOUXIANG welding workstation?
No. That’s kind of the whole point of the teach-free system. The Friendsss software imports 3D models from Tekla, SOLIDWORKS, or UG and auto-generates the welding program — weld seam locations, torch angles, travel speed, the works. We’ve trained operators who had never touched a robot before. Most get comfortable within two days. If you want to fine-tune parameters later, you can, but the default auto-generated programs work well for standard structural parts right out of the gate.
03
What types of parts can the ZX-DW handle?
It’s purpose-built for small structural components that fit within the 2 × 1.2 × 0.6 m working envelope. Think gusset plates, rib supports, brackets, corbels, column base plates, purlin support plates — the repetitive stuff that eats up welder-hours on a steel fabrication floor. For larger members like full-length H-beams or box beams, we have ground-rail and gantry workstation configurations with much bigger envelopes. But for the parts that make up 60-70% of the small-piece welding workload in a typical steel shop? The ZX-DW handles them.
04
How fast is the payback on a single robot welding workstation?
Depends on your labor costs and how many shifts you’re running, but here’s a rough frame. In our Suzhou deployment, one ZX-DW replaced the output of about 2.5 manual welders on gusset plates. In the Foshan furniture project, two units replaced three manual stations plus one overtime position. Typical payback we’ve seen across deployments is 10-18 months based on labor savings — faster if you factor in reduced rework and scrap. Shops running two shifts see payback sooner because the robot doesn’t cost extra for the second shift.
05
Can the workstation handle part-to-part dimensional variation?
Yes, and this is where a lot of buyers get pleasantly surprised. The standard line laser seam tracker follows the actual joint position in real time — if the part is 2 mm off from nominal, the torch follows. For tighter tolerance work or parts with more complex geometry, the optional Revopoint 3D Vision 2.0 does a full pre-weld scan and rebuilds the program around what’s actually sitting on the positioner. We’ve run parts with 3-4 mm batch variation and the system compensated without operator intervention.
06
What positioner should I choose?
It comes down to your part geometry. L-type is the simplest — single-axis rotation, great for flat structural parts like gusset plates and stiffeners. P-type adds tilt, which helps with irregularly shaped assemblies. Head-and-tail gives you full 360° rotation between two clamping points — that’s what you want for tubes, frames, and any part that needs circumferential welds. We help customers pick during the quotation process, usually after seeing drawings or sample parts. Getting the positioner right matters more than most people think.
07
What welding processes does the ZX-DW support?
Standard configuration is MIG/MAG — CO₂ shielded or mixed gas (Ar/CO₂). That covers the majority of structural steel welding applications. The Aotai and Megmeet digital power supplies handle the arc control, paired with a TRM water-cooled extended torch for continuous-duty runs. We don’t currently offer TIG or laser welding on the ZX-DW platform — those processes have different speed-vs-precision tradeoffs that suit other workstation types in our lineup.
08
Does ZHOUXIANG support OEM, wholesale, or custom configurations?
All three. We do OEM/private-label builds for integrators and distributors — your brand, our hardware. Wholesale pricing kicks in at three or more units. And every ZX-DW is technically a custom build: you choose the robot body (MR10W, MR08, or MR12), positioner type, power supply brand, and vision system level. We’ve also handled one-off requests — non-standard fixture plates, modified cable harness lengths, custom paint colors for specific factory standards. Being the actual manufacturer means we can do that without going through three layers of approval.


